�x������|(zh��)����(y��ng)��(d��ng)ͬ�r(sh��)�����(du��)�����|(zh��)��s���ԡ���(w��n)���ԡ��ɲ����ԡ���(j��ng)��(j��)�Ժͭh(hu��n)���ȷ����Ҫ�����@ЩҪ���У�����Ҫ���Ǵ����|(zh��)����s���ԡ����Č���������ʽ���֣�ͨ�^����ӑՓ�����һ����s�����x������|(zh��)�ĿɌ�(sh��)�õ�ԭ�t������ 䓼������s��ϣ����Ч��������1.�@�ø߶��Ҿ���ı���Ӳ�Ⱥ����Ĵ�Ӳ��ȣ�2.�����ѣ�3.���׃��С���x���úô����|(zh��)��ͬ�r(sh��)�@���@���(xi��ng)Ч���Ļ������C����(d��ng)ǰ������(n��i)����ԇ��H��(bi��o)��(zh��n)������ISO9950���y(c��)����������s�ٶ����������������|(zh��)����s���ԡ����ǣ���(du��)�ض�����������䓷N���Π��С�͟�̎��Ҫ��һ��������r�£���Ώ���s������ȥ�x����m�Ĵ����|(zh��)�������a(ch��n)�F(xi��n)����һ��(g��)����������Ҫ���N��ͬ䓷N���Π��С�͟�̎��Ҫ��Ĺ��������@�N��r�£�����x��������ͬ�m�õ�һ�N���Һ��һ��ğ�̎��܇�g����M�����й����ğ�̎��Ҫ��(y��ng)��(d��ng)���N���Һ�������P(gu��n)���@�(sh��)�H���a(ch��n)��Ҫ��Q�Ć��}�������о����١�����[1��2]���^һЩ�������������ϵ�y(t��ng)��(sh��)�õ�ԭ�t������ 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
�������^ȥ������[4��6]���A(ch��)����ӑՓ��(sh��)�H���a(ch��n)��һЩ����"�ʹ㲻Ӳ��ˮ������"���֣�ͨ�^�����͌�(sh��)������������ˌ�(du��)�ض���������s�ٶȷֲ��x������|(zh��)�ķ��������M(j��n)���_�����ܹ���N��������һ�N���Һ���x��ԭ�t�� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
1 �ض�����������ͺ������s�ٶȷֲ��� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
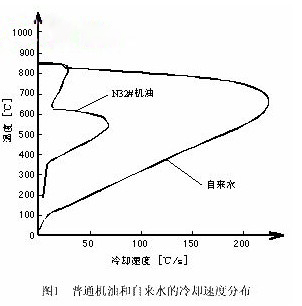
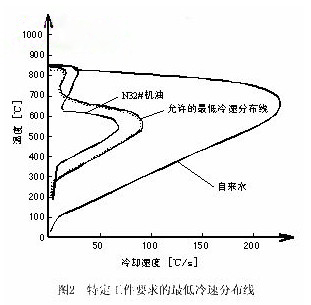
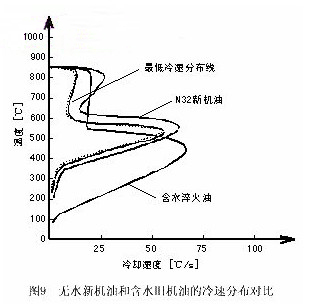
����ͨ�C(j��)�ͺ��ԁ�ˮ����s�ٶȷֲ�����D1�����Կ�������ͨ�C(j��)�͵���s�ٶ�����������ٹ��������д㲻Ӳ�����ԁ�ˮ����s�ٶ���̫�죬�����ڶ���(sh��)䓷N���������д���ڈD�У��ԁ�ˮ����ͨ�C(j��)��֮�g��һ��(g��)���V��"���g�؎�"��ֻ����ͨ�C(j��)�ͺ��ԁ�ˮ�Ĺ��S���r(sh��)����(hu��)����һЩ����"�ʹ㲻Ӳ��ˮ������"���韩��ԭ������@�������֪����(du��)��һ�N�@�ӵĹ�����������C(j��)�͵���s�ٶ���ߣ�ԓ�������Ӳ��Ҳ��(hu��)����(y��ng)��ߡ��҂��ٶ�����(d��ng)�C(j��)�͵���s�ٶ���ߵ��D2�Ў��X��ˮƽ�r(sh��)��ԓ�������ÿ��Եõ�Ҫ��Ĵ��Ӳ�ȡ��o�ɣ� ���ٸ��ߣ����Ӳ��߀���M(j��n)һ����ߡ��҂������������S��������ٷֲ�����ͬ�r(sh��)���о��������ԁ�ˮ������Ѻ�׃�Σ����ԁ�ˮ��s̫�죬������䓼��䵽���^��W���w�l(f��)���R���w�D(zhu��n)׃�Ĝضȷ����r(sh��)�ܵ�����s̫��ľ��ʡ� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
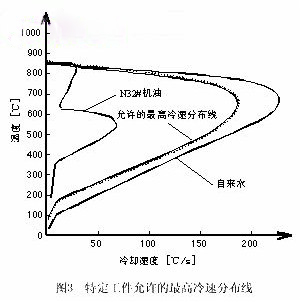
�����ֿ�����֪������ܽ����ԁ�ˮ����s�ٶȣ��������ڹ����䵽�^�͵Ĝض��Ժ�Ĵ����s�ٶȣ��Ϳ��ԜpС�������ѵ�Σ�U(xi��n)���ٶ��ԁ�ˮ��s�ٶȽ����D3�Ў��X����ʾ��ˮƽ�r(sh��)��ԓ����㲻��(hu��)�ٴ����ˣ��҂����@�l�������˹����Ѵ_���l�������S��������ٷֲ����� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
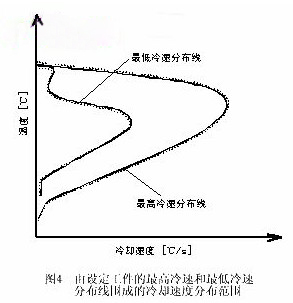
�шD2�͈D3����һ�𣬿��Եõ�ԓ������ͬ�r(sh��)�@��ǰ�����(xi��ng)���Ч���Ĵ����|(zh��)����s�ٶȷֲ���������D4��ʾ���D�У�ֻҪ���x�Ĵ����|(zh��)����s�ٶȷֲ�������ȫ�������@�ɗl����֮�g�ą^(q��)���(n��i)�������ǿ��ٴ����߀��ˮ���Դ��Һ��Ҳ�����@Щ�����|(zh��)����s�ٶȷֲ��кβ�ͬ���������������д����ͬ�r(sh��)�@����ϣ���Ĵ�Ӳ���ֲ��ѵ�Ч���� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
����һ�Ƕ��f���ЃɷN��ͬ�Ĵ����|(zh��)����������s�ٶȷֲ����^��IJ�e������һ�N��s�ٶȿ죬�쵽�ӽ����S�������s�ٶȾ���ˮƽ������һ�N��s�ٶ����������ӽ��D�������s�ٶȾ���ˮƽ�������ڶ��ߵ���s�ٶȵķֲ��������S�ą^(q��)���(n��i)����������߶������x�á������f����(du��)�������������s���ԣ�������ͬ�ӫ@�ÝM��Ĵ��Ч���� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
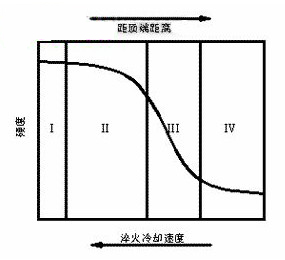
��(sh��)�ϣ������s�^����ʹ䓴�Ӳ��ͬ�r(sh��)��߀��(hu��)ʹ�����l(f��)��һ���̶ȵĴ��׃�Ρ����y(t��ng)���^���J(r��n)�飬�����sԽ�죬�����Ĵ��Ӳ��Խ�ߣ����׃��ҲԽ�����s�������B(t��i)Ӳ�Ȳ��ߣ������Ĵ��׃�ξ�ԽС�����ǣ���(sh��)�H����r�Ǵ����(sh��)�ͱ��^��Ĵ��׃�����ɴ����sƫ�����������Ӳ�Ȳ�������ġ�ֻ���ٔ�(sh��)���^С�Ĵ��׃���Ǵ����sƫ�죬���Ӳ��ƫ������ġ������@�ӵ�ԭ���İѴ��Ӳ�ȸߵͺʹ��׃�δ�С�Y(ji��)���������Կ��]�� ���������ڡ���Q���׃�Ά��}���·�����[5]һ���У���䓵�픶˴�������ij�䓵�Ӳ��-������������D5��ʾ����䓼��Ĵ��Ӳ�ȣ����ԏĈD�ϴ_��һ��(g��)��s�ٶ�ֵ��ָ�ܫ@��ԓ���B(t��i)Ӳ�ȵ�Ч����s�ٶȣ�������(j��)�ض�����������_�ѡ�׃�κ�Ӳ����r���D5�а���s�ٶ��Ă�(g��)�^(q��)���քe���^�����م^(q��)���m�����م^(q��)���������م^(q��)���^�����م^(q��)�������г��˹����@�õ��������@Щ�^(q��)���(n��i)�Ĵ��Ч���� ���Կ�����ֻ���ڵ�II�����m�����م^(q��)��s������������ܫ@��ϣ���Ĵ����Ч���� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
�D5 �������s�ٶȴ�С���˴������ֳ��Ă�(g��)�^(q��) 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
�օ^(q��) ���Q �^(q��)��(n��i)���Ч�� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
I�^(q��) �^�����م^(q��) Ӳ�ȸߡ����ѡ�׃�� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
II�^(q��) �m�����م^(q��) Ӳ�ȸ߶����o���ѡ�׃��С 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
III�^(q��) �������م^(q��) Ӳ�Ȳ����ҸߵͲ�����׃�δ� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
IV�^(q��) �^�����م^(q��) ��ȫδ��Ӳ��׃��С 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
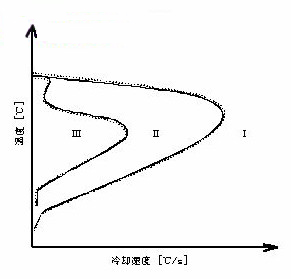
������ԓ�����Ѱl(f��)�����׃�Σ��_���Լ�Ӳ�Ȳ���Ĺ������c���׃�β�λ����s�ٶȵ����ֵ�����ֵ�������ķ�������ԓ�������r(sh��)��"��s�ٶȎ�"������(j��)��(sh��)�H��������r�ʹ��֮��ͬ���@�N��s�ٶȎ��Ќ���խ�������ϸ���λ�@�õ���s���^����r(sh��)������s�ٶȎ��ͱ��^խ����(d��ng)�����ϸ���λ�@�õ���s�ܲ�����r(sh��)������s�ٶȎ��ͱ��^�����ڹ�����Ӳ��-���������ϣ�������s�ٶȎ�����Խ��ͬ����s�ٶȅ^(q��)����խ����s�ٶȎ��t��������ijһ���م^(q��)֮��(n��i)��������s�ٶȎ��M(j��n)���I���م^(q��)��(hu��)�l(f��)�����Ѻ�׃�Σ����M(j��n)���III���م^(q��)��(hu��)Ӳ�Ȳ�����׃�·�(y��n)�أ���ˣ�ֻ��ʹ��������s�ٶȎ���ȫ�������II���م^(q��)�����ܫ@��ϣ���Ĵ����Ч��������(j��)�@�ӵĵ�����ԓ������Ľ�Q���׃�εķ����ʹ�ʩ������ʹ��s�ٶȎ������II�^(q��)�IJ�����ȫ�����II���م^(q��)�� �����������ͽ�Q���׃�Ά��}�ķ������J(r��n)�R(sh��)�D4�Є����ą^(q��)�������������r(sh��)���M(j��n)��������ٷֲ���������ą^(q��)�͕�(hu��)���F(xi��n)Ӳ�Ȳ��㲢�l(f��)���^��Ĵ��׃�Σ������M(j��n)��������ٷֲ��������ҵą^(q��)���֕�(hu��)�l(f��)�����ѡ����ǣ����������Ĵ��Ч�����шD4�Ѓɗl�����ָ������(g��)�^(q��)�����ҷքe�����III�������㣩���ٷֲ��^(q��)����II�����m�ȣ����ٷֲ��^(q��)�Լ���I�����^�죩���ٷֲ��^(q��)����D6��ʾ�����İ��@�ӵĈD�������������Ч��-��s�ٶȷֲ��D���� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
�D6 �����Ĵ��Ч��-��s�ٶȷֲ��օ^(q��)�D 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
�օ^(q��) ���Q �^(q��)��(n��i)���Ч�� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
I�^(q��) �^�����م^(q��) Ӳ�ȸߡ����ѡ�׃�� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
II�^(q��) �m�����م^(q��) Ӳ�ȸ߶����o���ѡ�׃��С 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
III�^(q��) �������م^(q��) Ӳ�Ȳ����ҸߵͲ�����׃�δ� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
2 �����������x�����ٷֲ�����ԭ�t 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
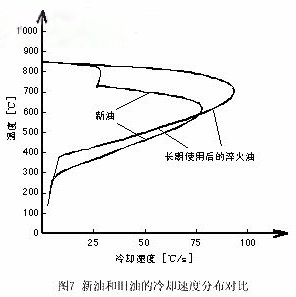
��һ��ij�S���M(j��n)�ڵĶ��àt�Ќ�(du��)ԓ�S���a(ch��n)����܇�X݆�M(j��n)�НB̼����_ʼ�x�õ�������ij��˾��һ�N�ּ�(j��)����͡�һ����Ժ��_ʼ�l(f��)�F(xi��n)�B̼���B(t��i)�X݆�Ĵ��Ӳ�������@���ͣ�ͬ�r(sh��)���׃��Ҳ�������ų��������ص�Ӱ�֮�l(f��)�F(xi��n)���õķּ�(j��)����͵���s�ٶȷֲ��cԓ�N�������^��^(q��)�e����D7��ʾ����δ��(j��ng)ʹ�õ�������ȣ�ʹ��һ��ࣨ���g�������a(b��)�䣩����f�ͣ�����Ĥ�A��׃�̡�������������ҳ��F(xi��n)������ٵĜضȴ�����ߡ�������^ȥ�^�ձ���f�����D7�е��f���Ƿ���"�ߜ���ÿ죬�͜������"�ĸ�����Ĵ���͡������@�ӵ��f���д��Ч���s��׃�θ���Ӳ��ƫ�ͣ��������"������"�����͡� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
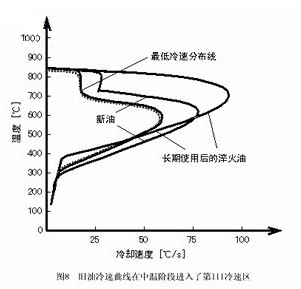
�ÈD6�D����ʾ�ķ���������ԓ�S���F(xi��n)�Ć��}���ֿ��Ԯ����D8��ʾ�ĈD�����f�����е͜��A�����ٵ������ͣ��������@һ�A��ʹ����s�ٶ������M(j��n)���˵�III�������㣩���م^(q��)�����Դ��Ӳ��ƫ�͡������A������(x��)������˾��(du��)ԓ�S�f���M(j��n)���˸������ӣ�ʹԓ�S�f�͵���s�ٶȷֲ����е͜��A��������ߣ��_(d��)���Ը���ԭ�������͵�ˮƽ�����a(ch��n)��(y��ng)�ñ������ڽ�(j��ng)�^�@�Ӹ��Ե��f���д����X݆�Ĵ��Ӳ�����@��ߣ�׃����ҲС�ڻ����ԭ�����͡� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
�������|��ij���ɏS��һ�l���a(ch��n)���ϰl(f��)���^һ���@�ӵĆ��}��һ�����������a(ch��n)���ϣ�ͻȻ�l(f��)��䓰���Ӳ��ƫ�ͣ�׃�������¹ʡ��ڌ���ԭ�����Щ�����ɴ��Ӳ�����н��ͣ�׃��Ҳ�M(j��n)һ������(d��ng)ԓ�S���R(sh��)�������Ǵ�����І��}��(j��ng)�z�飬�l(f��)�F(xi��n)�������Ӳ�Ȳ����׃���^���ԭ���Ǵ������sϵ�y(t��ng)��һ̎�ܱ����ѣ���sˮ�B�M(j��n)ȥ�������黯��������ɵġ��黯�M(j��n)���е�ˮ�����_(d��)4%���D9��ԓ�S���M(j��n)ˮ���f�ͺ͟oˮ������֮��s�ٶȌ�(du��)�ȡ���ˮ�f�͵�GM�r(sh��)�g�h(yu��n)�����C(j��)�ͣ�ֻ��������Ĥ�A��̫�L���ڸߜ��A���M(j��n)���˵ڢ����ٷֲ��^(q��)�����������Ӳ�ȵ͡�׃�δ�(du��)ԓ���M(j��n)�г�ˮ̎�����f���е�ˮ�����x���ų����͵���s�����ֵõ��˻֏�(f��)�� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
�����σɂ�(g��)�����п��Կ������u(p��ng)�r(ji��)Һ�w�����|(zh��)����s�����ߵͣ����ܺ��εؿ����Ŀ�����s�Ҷȣ�H����Ҳ���ܺ��εؿ���ʹ�ض�����850���䵽300������ĕr(sh��)�g��GM��������(y��ng)��(d��ng)�����x��Ĵ����|(zh��)�����ٷֲ��c��������䓷N���P(gu��n)ϵ���P(gu��n)�ڏĴ����|(zh��)�����ٷֲ����x���ԭ�t���������������^̽ӑ[4]���ٚw�{��(sh��)�H���a(ch��n)��(j��ng)�(y��n)�����Y(ji��)���������(xi��ng)�x��ԭ�t�� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
һ��䓵ĺ�̼�����٩����ȏ����S�������s�ٶȷֲ������Ͽ�����̼���͵�䓣����п��������ȹ����F���w���������^��W���w���װl(f��)������w�D(zhu��n)׃�Ĝضȣ������^"�Ǽ�"λ�õĜضȣ��^�ߣ��R���w���c(di��n)��Ms��Ҳ�^�ߣ�����ʹ�@���ƵĹ�����ִ�Ӳ�����õĴ����|(zh��)��(y��ng)��(d��ng)���^�̵�����Ĥ�A���ҳ��F(xi��n)������ٵĜضȑ�(y��ng)��(d��ng)�^�ߡ��෴����(du��)��̼���^�ߵ�䓣������|(zh��)������Ĥ�A�ο��Ը��LЩ�����F(xi��n)������ٵĜض�Ҳ����(y��ng)��(y��ng)��(d��ng)?sh��)�Щ���ُ����S��������������Ͽ���̼�����ٵ�����S�����ٸߣ�̼�����������S�����ٵ͡� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
����䓵Ĵ��Ըߵͩ����ȏ����S��������������������Բ��䓣�Ҫ�����s�ٶȿ죻���Ժõ�䓣�Ҫ�����s�ٶȄt��Щ��ͬ�r(sh��)�����S�����Ե���ߣ�䓵�"C"������(hu��)�����·��Ƅ�(d��ng)�����Ԍ�(du��)���Բ��䓣�Ҫ����|(zh��)���F(xi��n)�����s�ٶȵĜضȸ�Щ������(du��)���Ժõ�䓣�Ҫ����|(zh��)���F(xi��n)�����s�ٶȵĜضȵ�Щ����Щ���Ժõ�䓣��^��W���wҲ���װl(f��)��ؐ���w�D(zhu��n)׃��Ҫ���_ؐ���w�D(zhu��n)׃��ҲҪ��������ĵ͜���s�ٶȡ��ُ����S�������s�ٶ�ֵ�Ͽ������Ե͵�����S�������^�ߣ������Ըߵ�����S�������^�͡� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
������������Ч��ȩ�����������һ�䵽Ms�c(di��n)���������p�����|(zh��)����s�ٶȣ��t������(n��i)���ğ�������Һɢʧ�ٶ�Ҳ���p������������һ������ԃ�(n��i)���^��W���w�ͺ��y�䵽Ms�c(di��n)���¡���Y(ji��)��������ֻ�кܱ�һ���R���w�M���������@�ӵ�ԭ��(d��ng)�������^���r(sh��)����õ�����Ĵ�Ӳ����ȣ����õĴ����|(zh��)��(y��ng)��(d��ng)���^��ĵ͜���s�ٶȡ��෴��������С�r(sh��)���t���õ͜������^С�Ĵ����|(zh��)���ُ����S��������ٷֲ������Ͽ������Ĺ������S�����ٸߣ���С�Ĺ������S�����ٵ͡� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
�Ŀ������Π��(f��)�s�̶ȩ����ȏ����S�������s�ٶȷֲ������Ͽ����Π��(f��)�s�Ĺ������������Ѓ�(n��i)���^���Ĺ�������pС���׃�λ���Ҫ�у�(n��i)�״�Ӳ�r(sh��)����(y��ng)��(d��ng)�x������Ĥ�A���^�̵Ĵ����|(zh��)��һ���f������(n��i)�����(n��i)��ɢ���^������λ��������������λ��ÿ죬�����M(j��n)����v�A�ζ��@�ÿ��䣬����(n��i)������̎������Ĥ�A�Σ���s�ٶ��к������@�N��s�ϵIJ���������@����^��Ĵ��׃�κ̓�(n��i)������Ӳ�ȵ��¡���Q�@��}���k�����x������Ĥ�A���^�̵Ĵ����|(zh��)���m��(d��ng)�Ӵ��(n��i)�ײ��ֽ��|(zh��)������(d��ng)�ٶȣ�Ҳ��ͬ�ӵ�Ч�����෴���Π�εĹ������t����ʹ������Ĥ�A�����L�Ĵ����|(zh��)���ُ����S��������ٷֲ����������Π��(f��)�s�Ĺ������S�����ٵͣ����Π�εĹ������S�����ٸߡ� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
�忴���S��׃�δ�С�����ķ�����Q׃�Ά��}�ķ���[6]��֪������Ҫ���׃��С�������s��(y��ng)��(d��ng)��խ����s�ٶȎ��������S��׃���^��ģ������Ќ�����s�ٶȎ������S����s�ٶȎ����ģ����Բ���һ�����_(d��)�����Ӳ��Ҫ��Ľ��|(zh��)�����ܿs�̹�����s�ٶȎ��ķ����У���κ���Ч�������Ȝأ���ּ�(j��)�����[7]���Ȝش����|(zh��)��(y��ng)��(d��ng)���е����ԣ�����������Ĥ�A�ζ̺�Һ��׃����(du��)���ٵ�Ӱ�С����Σ��^���Ĺ�����(y��ng)��(d��ng)�x����s�ٶȿ�Ľ��|(zh��)�����^ħС�Ĺ����t�����x�������^���Ľ��|(zh��)�� �����N��࣬��(du��)�����|(zh��)��Ҫ���Ƕ�N���ӵġ���ͬ������Ҫ��������ݣ�Ҳ���ܲ����ݡ���ˣ�����"һ�N����Ĵ����|(zh��)����ͬ�r(sh��)�m�����в�ͬ�Ĺ���"���뷨����ͬ�댤��һ�Nˎ�������һ�м���һ�ӣ��Dz��F(xi��n)��(sh��)�ġ� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
3 �m���ڶ�N������ͬһ�����|(zh��) 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
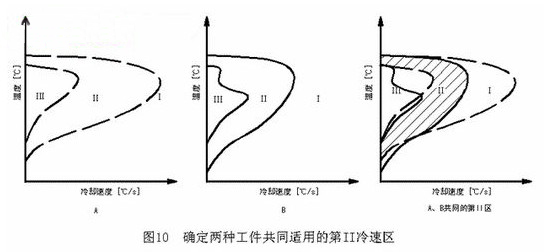
ǰ���ӑՓ���f�����κ�һ�N�ض��Ĺ��������Լ������s����ͺ�������ٷֲ����������ĵ�II���ٷֲ��^(q��)����(d��ng)Ҫ��ͬһ�N���Һ�д��N��ͬ�Ĺ����r(sh��)��������x��������ͬ�m�õ�һ�N�����|(zh��)�أ��@Ȼ��Ҫ���x��һ�N�@�ӵĴ����|(zh��)���țQ�l�������@Щ���������s�ĵ�II�^(q��)��"��"������ͬ�m�õĵ�II�^(q��)���ڲ������B؞�ġ��D10���ɃɷN�����ĵ�II���م^(q��)�_��������ͬ�m�õĵ�II���م^(q��)��ʾ��D���o�ɣ�������ͬ�ĵ�II�^(q��)��ȻС�ڣ����ڣ��T��������С��һ��(g��)��II�^(q��)�� ���ڹ�ͬ�ĵ�II�^(q��)��MС�����a(ch��n)�F(xi��n)���x����ͬ�m�õĴ����|(zh��)�Ͳ����ס� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
��(sh��)�ϣ����ڿ��õĴ����|(zh��)����ô�����N�������֛]�����������x���ٹ����Ĵ���|(zh��)�������ߣ������ǽ���Ӳ�ȷֲ������_(d��)����Ҫ�� ��ô������x���N������ͬ�m�õ�ͬһ�N�����|(zh��)�أ����ñ���ǰ��Մ���ĵ��������挢�քe��(du��)����ͺ�ˮ�Դ���������о�����������������m�õ��x��ԭ�t�� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
3.1 ������͵��x��ԭ�t 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
������͎��������^���W�c(di��n)�ĵV���ͣ��@Щ�͵ıȟ�s���ԁ�ˮ��1/2����(d��o)���ʼs���ԁ�ˮ��1/4����(du��)���_ʼ�ضȸߣ�����ճ���h(yu��n)��ˮ�ߣ�ʹ������͵���s�ٶȣ������ǵ͜��A�ε���s�ٶ��h(yu��n)��ˮ�͡� �����@�ӵ�ԭ�^�����(sh��)���������д�𣨰������N�������У��]�д���Σ�U(xi��n)����ͨ����(d��n)�ĵ����͵���s�ٶ��^�ͣ�ʹ�^���Ĺ���������Ե͵�䓷N�_(d��)����Ҫ��Ĵ��Ӳ�Ⱥʹ�Ӳ��ȣ�����˰l(f��)���^ ���׃�Ρ� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
��ˣ��x�ô�����͕r(sh��)������ֻ�ĸ��N�����������s�ٶȷֲ�����ȥ���Կ��]�� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
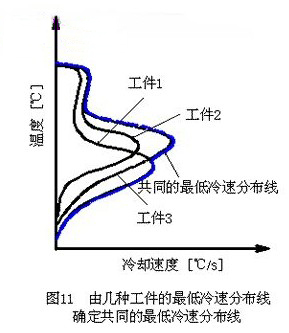
�D11�ǎN����Ҫ��������s�ٶȷֲ����@Ȼ��ֻ�Ю�(d��ng)�x���Ĵ���͵���s�ٶȷֲ���������߅���@�N��������͜ض���s�ٶ��������������@�N���������д�����ȫ���@�ô����s����Ч���� ������֪��һ���f�������x���͵�����Ĥ�A��Խ�̣���(du��)���_ʼ�ض�Խ�ͣ����������Խ���@�ӵ��͵���s�ٶ�����������߅�����������s�ٶȷֲ�������Խ�࣬���m�õĹ�����䓷N��Խ�ࡣ�@�����m�ڶ�N�����Ĵ���͵��x��ԭ�t�� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
3.2 ˮ���Դ��Һ���x��ԭ�t 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
��ˮ����ˮ��Һ���д�����ҪΣ�U(xi��n)�Ǵ��ѣ�������ˮ�Դ��Һ��"300������"�t���ԜpС�@�NΣ�U(xi��n)��ˮ�Դ������Һ����"300������"Խ�ͣ���ֹ���ѵ�������Խ��(qi��ng)������m�õ�䓷N������Խ��[5]���������N������������ٷֲ���������һ��ͬ�ӿ��Ԯ���������ͬ�ĵ�II�^(q��)����߅�羀���õ���Ҳ���@�ӵĽY(ji��)Փ�� ��(d��ng)ˮ��ˮ��ҺҺ���^�ߕr(sh��)������ͨ�����^60������s������Ĥ�A���@�����L������Ĥ�ஔ(d��ng)��(w��n)�����@�r(sh��)���ڹ��������s�ٶ����������Ϸ��M(j��n)����ڢ����م^(q��)���Ķ�������Ӳ�Ȳ���ʹ��׃�Ρ����ԣ�ʹ��ˮ�Դ��Һ��(y��ng)��(d��ng)���ƺ�Һ�أ�һ����ƽ��Һ�ز����^60����ˡ� ��(d��ng)���Һ��Ʒ�N�_�������a(ch��n)��߀����ͨ�^�{(di��o)��(ji��)���Һ��ȡ�Һ�غ��c����������(du��)���ف���׃�������r(sh��)����s�ٶȷֲ������m��(y��ng)���a(ch��n)����Ҫ���@�����Ҏ(gu��)�ɺͷ����Ʌ����������P(gu��n)�Y�ϡ� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
������������֪����ͨ�C(j��)�ͣ���32̖(h��o)�C(j��)�ͣ���s���������ߣ��s���m��ijЩ��������ͨ�ԁ�ˮ��s�ܿ죬�s�Կ��m������ijЩ��������������ͨ�C(j��)���c�ԁ�ˮ����s�ٶȷֲ�����֮�g�к܌��V�Ŀհ؎���ֻ�����ͨ�C(j��)�ͺ��ԁ�ˮ�Dz���ġ���ô��һ��C(j��)е�S�ğ�̎��܇�g��(y��ng)��(d��ng)����ĎN���Һ�����ܝM������(sh��)�����Ĵ����Ҫ�أ�����(j��)ǰ��ķ���ӑՓ�����h����ͨ��̎��܇�g��������ķN���Һ���ۣ��� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
1.����ͨ�C(j��)�͓Q��һ�N���ٴ���ͣ�����s���ԑ�(y��ng)�飺�����s������Ĥ�A�ζ̣���(du��)���_ʼ�ضȵͣ���������ٴ� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
2.һ�N���ܷ�(w��n)�����ɲ����ԏ�(qi��ng)��ˮ���Դ��Һ����30��Һ�أ�������(d��ng)��r�µ�300��������20��30��/s֮�g�� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
3.һ�N���ܷ�(w��n)�����ɲ����ԏ�(qi��ng)��ˮ���Դ��Һ����30��Һ�أ�������(d��ng)��r�µ�300��������50��70��/s֮�g�� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
4.�ԁ�ˮ 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
�����̎���Ĺ����N�̫�࣬Ҳ������һ�N300��������30��50��/s֮�g��ˮ���Դ��Һ����2��3�ɷN���Һ�������������N���Һ���ۣ��� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
4 �Y(ji��)Փ��������s�ٶ��x������|(zh��)��ԭ�t 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
ͨ�^���ĵķ��������f���� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
1.��ʲôͬһ�N���������ڶ�N��ͬ��s���ԵĴ����|(zh��)�д������_(d��)��ԓ�����ğ�̎��Ҫ�� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
2.��ʲô��N��ͬ�Ĺ���������ͬһ�N�����|(zh��)�д������_(d��)�����Եğ�̎��Ҫ�� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
3.�ض������x������|(zh��)��(y��ng)ͬ�r(sh��)���巽����Կ��]��һ��䓵�̼�������٣�����䓵Ĵ��Ըߵͣ�������������Ч��ȣ��Ŀ��������Π��(f��)�s�̶ȣ��忴���S��׃�δ�С�� 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
4.��(du��)������ͣ�����s�ٶȷֲ��Ͽ�����������Ĥ�A��Խ�̣���(du��)���_ʼ�ض�Խ�ͣ��������Խ�tԓ�N���m�õ�䓷N������Խ�ࡣ 2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
5.��(du��)ˮ�Դ��Һ������s�ٶȷֲ������Ͽ�������300����s�ٶ�Խ�ͣ��t���m�õ�䓷N������Խ�ࡣ2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
2aP��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
|



