xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
ժҪ�����ٟ�̎����Ŀ����ͨ�^��ˇ��ʩ���Ƽӹ������ܣ�����Kʹ�C����������b���������ļ��g���ܷ����\�С���ˇ�^�����ڿƌW���ù�ˇ�b�䣬�����x�ù�ˇ���ϲ��ڇ���ļ��g���������a�O���·����_�����ܡ��h�������|����Ч��Ŀ�ˡ�xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�P�I�~���ٟo������̎����ˇ����F�ӟᱣ�o����̎���|������xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�����Ї���̎��W������50���꣬50�����ð낀���o��“���o֮�룬ֵ�üo��”�����c��̎���Y��Ҳ50�꣬�@�ν��v�͙C������F���o�ӟᣬ��ӹ�Ʒ�|�����F��̎���|�����ƣ��Pע���꣬��һЩ���`�w������ͬ�Ѕ�����xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
1 �C���c�l��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
50��ǰ�������ں���ϵ�y����I�������@���Ї������������O�Ĺ��S��������ҽ����l������“һ�F����”�����ݡ��ᳫ“���g���������g����”һ��Ҫ�Լ����ք��졣xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�½��ğ�̎��܇�g����һ�_�ߜغ͎��_�М���ʽ�t����õ��ٟo�����O�����}ԡ���t��һ�_С���l���ػ�t���OӋ��һ�_С�B̼�tλ�á�ֱ�����x�_δҊ���b��λ��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
܇�g���Y��һ����־���p�ˣ����Ҫ��“��ʮ���Ҫ�_��ȫ���I��ˮƽ”���Y�ϮaƷ��Ҫ�������ư��Ᵽ�o�ӟ�t����ռӟ����b�ú���ջػ��b�á��S������վ���a�������ǘ˶��aƷ�ã�������t�ſգ��ѵ���������̎����ã���ԇ�P���ԭ��ԇ���룬�_�����A��Ч����̽�����õ��ٟo�����������ɴ�������xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
����}ԡ�t�ӟ��|�����������Ҏ�̣��ӟ�r�g�����l����Ó�����䷽�{�䡢Ó��������������ƣ�������®�����ُ����Ó������ľ̿���Ȼ��@�����F******�����F******�ȣ�ԡ�}�ɷ�׃�����y�ƿأ�����Ó̼���еIJ���߀�Ǜ]�к��k����xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
���ع�������������Ó̼����÷����Dz����b�䱣�o�ӟ�CrMn䓵��@�ס�CrWMn䓵�����ģ���������b��С�ޣ���䓹ܷ���ƣ����ÏU�B̼�����o����ں���t�ӟᡣ�����Դ�Ĺ��b��ģ�߾͵����⺸�Ʊ��o�ӟ����䣬܇�g�����҃��������ϵ�н����ƻ��T��ķ��Ρ��A�β��������w���䡢�ޡ����Nľ̿���Fм�Ȃ�����䱣�o����xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
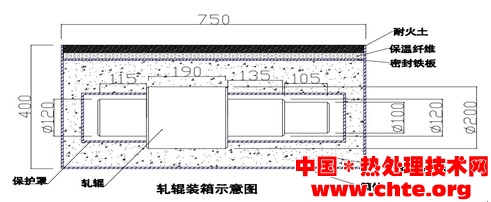
ӛ����̮���GCr15����܈݁�����ͳߴ粻�^Φ200× 500mm�������Ϲ�ˇ����܈݁�iñ�b������400× 400× 800mm��һ������ӟᱣ�o�䣬���ֹ܈݁������̼���x���T�Fм�����o�����㏊��RX-45-9��ʽ���t����ɼӟᣬ����t�юׂ���С���ۉ��ˡ��]Ҫ�������ؼӟᣬ���������죨�s70С�r�������M����ӑ�õĵ��͌���������Ҋ܈݁�b��ʾ��D��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
 xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�����̎�����в�ȡ���ӟ�����R������Ч���ӣ���õķ������磺xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
1.1��ʽ���t������ӟṤ����������t�װ�ͬ���b��ľ̿���F�У�Ŀ���DZ��o�ӟṤ������ֹ�͜p�p�����cÓ̼��“��������ͽ�܌W”��Ч�����ӣ��]�Ќ��ȡ�xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
1.2��Ҋ���ߣ�ij�S�ЏS��̎���ڵ�����ʽ�t�������P�L�飬֮���P�t�Tǰ����һ輙C�ͣ�һ�F����Ŀ�������Ġt�ȿ՚��е��������_���ٟo����Ч����ԇ�룺ȼ���ğ���Ġt�T���Ŀp϶������µ���B�՚�����϶����t�ȣ���������Ó̼�m���䷴��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
��r�����������Pע���o�ӟ�������“Ⱥ��“�\�ӡ����������ҵ�һ�N���g��ʩ�����^ԇ�ƺ�ԇ���uЧ���������ڹ�ģ�ߟ�̎�������_ʼ��һ�A��ԇ�Ҳ�@������Ч���@�r��1967�ꡣxdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
2 ����c���� xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
2.1�������ɷֳɶ����A��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
��һ�A�Σ����^���꣬���N��F���ϣ���̎����Ҏ�Ĵ�������˻�ˇ�����N��͵�ë��������ˇģ�ߎ������m�á�xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�m��䓲�Ʒ�N��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
̼�ؽY��䓣�A3��15#��35#��45#��䓡�xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�Ͻ�Y��䓣�35CrMo��38CrMoAl��40Cr��42CrMo�ȡ�xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
̼�ع���䓣�T7��T8��T10��T12�䓡�xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�Ͻ�䓣�60Si2Mn��65Mn��GCr15��5CrNiMo��CrWMn��9CrSi��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
߀�m�ÝB̼䓶��μӟ��Cr12Mo��H13�ȡ�xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
ԇ����xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
���ڮ������ڟ��̎��܇�g����̎��������̎��������ȹ�ˇ��һ�������Ԫ��ԇ��ԇ���ṩ�����l����܇�g���Љ��s�՚�ܾ����ɇ����{�퇊�������ӟṤ����ˇҪ��“������t”�P�t�T���ڠt�T�Qҕ��̎���뱣�o��������犹��������Ĥ���_�����o�ӟ�Ч�������g���_�״Πt�T���ӟṤ���o�K��ֻҪ���oĤ���p�IJ����ٮa�������cÓ̼��������t����|֮ǰ�p�����棨�����ߣ�Ĥ��Ó�x����Ĥ�M����|�����|Ҳ�����ɓp�ġ�����ɫ@�����Ӳ��ֵ��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
���o��ע��ӟ�t���٣��É��s�՚⌢���o��ע��t���γɚ��F�B��ÿ���t�T�p϶�К��F��������_��Ч�����ڲ��Ç�����뷽���r�P�]�t�TδҊ���F������ɴ��_�t�T���μ�ע���o������Ҋ�П��F����������ɡ����������ҳ�Ҏ�ɡ�ÿ�������g�s100-200ml����45KW�t��50ml,75KW�t��100ml����xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
ԇ���͌�����xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
ԇ��O�䣺RX-45-9��ʽ���txdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
ԇ�aƷ��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
2.1.1������ģ�ߣ����Ĥ��5CrNiMo�xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
���γߴ磺Φ240×360mmxdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
2.1.2��ģ�ף���_�dģ��45#�xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
���γߴ磺�ⷽ��400×400mm �ȷ���180mm ��120mmxdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
2.1.3���N�ӣ�40crxdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
���γߴ磺Φ20×150mmxdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
��ˇ����� ��ˇ�ض��O��840��±10��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
����^�̣������غ�����ģ����t����ģ�����ڠt�в������N������tǰ�����P�]�t�T���o�����룬�������p���������ɱ��o������犏ĸQҕ��Ҋ������Ĥ��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�����δ��_�t�Tȡ��������𣺱���40��犌��N��ȡ���b������ʹ㡣����2С�r�ٴ��_�T�^��ģ�ף�ˮ�����䡣�P�Ϡt�T�ٴμӟᱣ�ص�4С�r������ģ�����b���Ͽ��ʹ㡣xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
������F�ӟᱣ�o��һ���ڼӟ�t�мӟ����N��ͬ��������ͬ�Π��ͬ���|����ͬ�ӟ�r�g�����x��ͬһ��ˇ�ضȡ�һ����ɱ��o��ע�룬������Ĥ������δ��_�t�Tȡ�����������ؕr�g�Ĺ��������ɫ@�����ù�ˇ�|�����ϡ�xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
��ԇ����������{��֧Ԯ“�r�C���R”��ݚ�D�{�ر�����̎���о�����ֱ��1991����ڿ����Ŀ�Ќ��á����g�R��20���ꡣxdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
91����F�ӟᱣ�o���ڱ��������f��̎�팣�Iί�T����ԇ�ã�2000���_ʼ�ƏV��m����̎��ͬ���J֪��2003�꽛ɽ�������˾���I���γ��Ñ�Ⱥ���a���^��Ч�棬�F�����õ��͌��������ں��Թ�������ԇ�ĵڶ��A���DZ�����̎���о�����ɵģ�xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
2.2.1��1991��һ�����g�Ŀ���o�ӟ�δ�_�ˣ���ʹ��20��ǰ���k����һԇ�ɹ���xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
2.2.2���ڮ��r�}ԡ�ӟ����ռӟ�ܝM��С��65Mn䓏���Ƭ�����gҪ��r����ԇ�늠t�ӟ�����F�ӟᱣ�o���@�óɹ���xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
2.2.3��������ԇ�xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
ԇ���������B̼���X݆���X���X��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
ԇ��O�䣺SRX-4-9��ʽ���txdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
ԇˇ���ϣ���F�ӟᱣ�o��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
��F�ӟᱣ�o�����Ј�ُ�I�����N����������CH-1�ͺ��S���ИI����ɰ������ƾ��������PͿ�ϏS����ķ�����Ϳ�ϣ���Ӳ���ˇ�о���MG900���oĤ��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
ԇˇ�ضȣ�800��±10��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
��ˇ�r�g������60minxdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
ԇ�Y������1����2����3��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
��ˇ��ʩxdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
Ч��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
|
�o���o�ӟ�xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
Ó̼0.15mmxdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
|
���N�����������o�ӟ�xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
����0.1mm��ؚ̼�F�����Ӳ��HRC62-64xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
|
��F�ӟᱣ�o��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
�oؚ̼�ӣ�Ӳ��HRC65xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
��F�ӟᱣ�o�����Ԛ��F�γɷ���������Ó̼Ч���̷Q����F�ӟᱣ�o����QW-F1��ʾ�⣺Q��W�F-F1���oxdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
ԇ�ɹ���讔���������f����֮�㌢QW-F1���c��̎�팣�Iί�Tԇ�á��е�����ʽ����t���oΦ280×2600mm����݁�ɹ��������������a�С�Ҳ�еķ��Î��꣬1995���S�{�Еr��ָ�����Ï��ɶ���Ч�����e���r�������a��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
2000�������f��ʽ�ƏV���е¡����B��������������ȵ^�IJ�����I��m�x�á�2003�꣬ɽ�������˾���I�N����ȫ���γ��Ñ�Ⱥ���Uչ���L���ǡ������ǡ��|����ꖺ������^ʹ�ã�ʹ�������������ý���Ч�档xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
3 ���Ì��������ͮaƷ��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
3.1����ˇxdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
 xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
(��ˇ�����D��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
2002�꣬�F����܇�v�S�ӵ�һ��10�f������Uӆ��Ҫ�ڃɂ�����ɣ�܇�g�O�������_RT-320-9�_܇ʽ���t���������ϣ�QCZ105-71A-01��Q345D�M�ɡ��μ��أ�50Kg�����gҪ��̎������������σs≥345MPa����������σb≥550MPa��-20��_������18J���U�w�c��λ���h���p����̎�������ȡ�6.5�����U�wÓ̼����ȡ�0.2mm��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
������ˇ������xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�ӟ�ضȣ�900��±10��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�ӟᱣ�ؕr�g��20minxdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
���t�����L�䣺�Ҝ�xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�����ڠt��ͣ���r�g��Ӌ�s2hxdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
 xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
��ʽ���aǰԓ�S�������g�����x��ȫ��֪����I���������o��ԇ����a�������ՙz�ϸ����ʽ���a������QW-F1��F�ӟᱣ�o�����o���֝n+��t��Ͷ250ml�����oЧ�����˝M�⡣ÿ�t���σɂ��ܹ��b��ÿ�ܿ��b����U100�����՚���|���_܇���t�����ɼӹ��΄ա�xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
3.2 �d����܇܇�Sxdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�V�|��I�����̙Cе��������˾�����a�����d����܇�S��܇�g�ж��_��ʽ���ӟ�t���ػ�t��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
܇�S���ϣ�20Mn2xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�ӟ��O�䣺RJ-240-9��ʽ���txdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�ӟ��ҳߴ磺Φ1200×3600mmxdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�ӟṤ����o�p䓹�Φ��127×Φ��90mm���S�L2300��3000mm,������t��ע��t��QW-F1��F�ӟᱣ�o��1��3�������������ó�Ĥ���F���o�ӟ�M�㹤�����gҪ���ԓ�S���T�M��“��F�ӟ������������ָ����”����ˇ�ضȣ�860��±10�浽�غ�1h,ÿ�t���b4�������t��ˮ�䡣�|���_�ˡ�xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
3.3ұ��܈݁xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
���и��ƙCе�b�������I�����a����܈݁��܈�C��С��݁�IJ���GCr15,���γߴ�Φ400×400mm���μ��ؼs500Kg��ʹ���O��RT-350-9�_܇ʽ���t��һ�ο��b��ɼ�݁��200����t����200ml��F�ӟᱣ�o��������4h������650�汣��4С�r�������غ�����820�汣��4h�����t�ʹ㣬Ӳ�Ȝy���Ȳ��ӱ��o����ʹӲ�ȸ߳�HRC2��3���m��4�磬6�磬8�磬10��܈݁��Ч�����_�ˡ�xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
����܈݁�����|9Cr2Mo,܈݁������Φ700×1450mm���L�ȼs3M������350����t�A��8h������650��×8h���ڴ����l�b���ϼӟ�880��900����Ч�����ɝM�㼼�gҪ���|���_�ˡ�xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
3.4�L�S��̎��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
���K��I���͌��I��̎��S���ж�N���àt��ռӟ�t���Б��ӟ��b�á����w�������x�ӵ��������w�B̼�Ȍ��ß�̎���O�䣬�O�係�����^���_�����y�՚���|�ӟ�t��ʮ�_�������b�䣬�����_܇900Kw����t160 Kw��250 Kw��ֱ��Φ900×�L9000 mmΦ�ӹ�42CrMo�,Φ400��Φ500 mm���L8000 mm���b�ӟᡣ����Bʹ��QW-F1��F�ӟᱣ�o����һ���S������tͶ��1.25L�����_����������������Ó̼��߀���a��׃�Ρ���ʹ�ò��������������渡��ͨ�^�ӟ�����ȥ���������ض����ߣ���Ͷ����F�ӟᱣ�o�����F�����Ѳ��ܳ��e�ڹ������棬�o����ɟữ�W������Ĥ�����Թ������t��H����߀Ó̼�����Үa��׃�Σ��@һ�F����ֵ��˼����xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
3.5�B�U��̎��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
ԭ�r�C��I�нӇ�������40Cr�B�U���ڟ�̎�������_���˜ʡ�Ó̼�ӡ�0.3mm��ԓ��ˇ�ǟ�ģ呼��������ɵ���̎����������+�{�|����������Ѯa��0.3mmÓ̼�ӣ������ͣ�0.4mm�����ٽ��{�|�ӟᣬ����Ó̼���ۼӣ�0.5mm�������Q���˵Ć��}����F�ӟᱣ�o�����Ò�Ͷ��ʽ��RX-100-9��RT-150-9���t�������ɹ�ˇ���M������˜ʡ�ԓ�S��һ�����ܜ�һ�t�B�UÓ̼����0.8��1.5mm���ҽ���QW-F1��F�ӟᱣ�o�����o��������������50%��U���p���˓pʧ���@�N�F��Ҳֵ�÷�����˼����xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
3.6 �������Ʒ�����Ώ��ɣ�xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
������ǙCе����V�����õ�Ʒ�N���ڼӟ��^���ǘO��������Ó̼����������FÓ̼�M�������͏�����Ʒ��ƣ�ڏ��ȣ�ʹ�É�����˶��p�̡�����B���ɱ���Ó̼0.1mm�r�����@Ӱ�ƣ�����ܣ�������FȫÓ̼�ӕ�����50%������5�������o����䓼ӟ�������Ó̼������Ҫ��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
���I���a���Ώ��ɏS�ң�����䓲ģ�60Si2Mn��51CrV4��䓲ģ����˻���ʹ��QW-F1��F�ӟᱣ�o�����o�ӟᡣ��ˇ��860��±10��×16h���S�t�䵽450����t���䣬��Ӌ�r�g80��С�r��ÿ�t�ӹ���5��������ȡ���oÓ̼���^�����QW-F1���o�ӟή��Ó̼����ȣ��Ɍ�ԭ���Ϻ�Ȝp�������p�ټӹ������ֹ��sԭ�ϣ����ͳɱ�����Ч����xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
 xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
QW-F1��F�ӟᱣ�o�����o�ӟ�Ч�����ձ�xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
����xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
ԭ��ˇ�ӟ�xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
QW-F1���o�ӟ�xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
|
60Si2Mnxdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
2.5��3mmxdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
��2mmxdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
|
51CrVxdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
1.5��2mmxdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
��1.2mmxdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
3.7 �����@��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�S���F·���O�lչ��������܇���õď�������Ҫ������ߣ�ƣ��ԇ�100�f������200�f���Ա��C�\���ٶ�300��330�Q/h������Ҫ�m��300��380�Q/h������܇���������ͷ������gҎ������܇���F��ʹ�ìF�мӟ��b��RT-10M�_܇ʽ���t��ɼӟᣬ�M�П��@���ɹ�ˇ�m�ò�ͬ���ϣ�60Si2Mn��51CrV4����䓣���Φ20��Φ40 �L��6��10M���ף�������QW-F1��F�ӟᱣ�o�����o�ӟ�@������Ч������51CrV4��ˇ�ضȣ�1030��±10��×70min���g�_�ˣ����F��̎���|�����ơ�xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
3.8 ��������xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�����������ڰ�ȫϵ��Ҫ����������I�����b�䣬�߉���ƿ�����⃦��ޡ�����Һ�������;�V�������a����S���ֲ������ӣ��S����I��̎���ӹ���I������Ҏ���ӟ�t����QW-F1��F�ӟᱣ�o�����F�|�����Ʊ��C���gҪ������������xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
 xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�����γߴ�Φ220×800��2200mm�����|��34CrMo4����ˇҪ��870��×2h(С�r)ˮ�㣬�ػ�ض�640��×3h�����gҪ��Ӳ��HB218��300����������≥735MPa,�����ʣ�≥20%������̎���ĉ���������tǰ�ڹރ�ע��20-50ml���Ɍ�����������挍�F�o�����ͷ�Ó̼�����ϱ����|����߀ʡ���˼ӹ����������������ӱ��^�Ñ���ʹ�ö�����Ч��������xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
3.9 ��܇��Ȧģ��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
��܇�Ȧ�ӹ��γ�ģ�ߞ�GCr15���ڌ��������Ȧ��������һ��Φ400×200mmģ�������D���Ƴɣ�ģ�߱�������I�P������ĥ�p���������^ȥ����ʽ���t�ӟᣬ���÷�����Ϳ�ϱ��o�ӟᣬÿ����H��Ϳˢģ�߃ɼ���ÿ��ģ����Ϳ�ɱ飬Ϳ�Ӻ�Ȳ����oЧ���Ϳˢ���H��ζ�к�߀�������ʹ�r���H���Ӳ���y���C���ӟ��Ϳ�Ӳ��ׄ�����ˮ��t��Ϳ�ϕ�������|�����|�ɷָ�׃��Ҳʹǰ����Ч����һ������|���o�����ơ�xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
����QW-F1��F�ӟᱣ�o����ʡȥ�����ļӟ�ǰ�ʂ乤�������I�h�����ڄӗl�����ƣ��aƷ�|����Ч���ϣ�RX-45-9��ʽ���tһ��2��4���H����F�ӟᱣ�o��50ml��ʡ�r��ʡ����ʡ�X߀���|����Ч��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
3.10 �������o���b�õ����txdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
���m���l���I����Ч���a���ϸ��̎���ӹ���Ʒ��ᘌ����������������A�Oʩ�l��Ƿȱ�����g�����������ޣ����a�����ˆT��ȱ�ټ��g��������Ӗ�ėl�����ˆT픍�������QW-F1��F�ӟᱣ�o�������Ç�����������������ע��Ϳˢ�ȷ�����������IС��I���F��̎����ˇ���|��ɡ��_���aƷ�|���_����Ҳ�����Ñ�Ҫ������������ʽ����ʽ���_܇ʽ���t�����QW-F1��F�ӟᱣ�o����yʽע���b�������T���QW-F1��F�ӟᱣ�o�����������tҲ��������ԓ���t�^���y���t������t�ؾ������Լ����ܻ����Ʒ��������⣬�e�����QW-F1��F�ӟᱣ�o��ע���b�ÿɌ��Fһ�I������xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
 xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
4 ���|�c�J֪xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
ͬ��̎���Y��50���ЙC���ڲ�ͬϵ�y�ğ�̎����I�������������f�������Ҋ������͇����c�������{�кͼ��g�����^����Ҋ�^��ͬ��̎���b��ͼӹ���ˇ�����LҊ�R�c֪�R��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�H����F�ӟᱣ�o�Ϳ��Ɵ�̎����ˇ�|���Ƕ��^�죬���ȬF���ٟo�����ӟṤˇ�b��߀���ܱ������a��Ҫ���������͙C������I���_���D����ʮ���Ę������ڿ՚���|���t��ȼ�Ϡt�мӟ���������Ó̼�������o�����F�|�����ơ���ա����o��ա��ɿؚ�ռӟ��O��߀�o���M����ͺʹ��������a����Ҫ��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
������칤����ȼ��t�мӟ��^��������Ƥ�Ʉ��䣨ʧ�أ�������Ó̼��ֻ�ܿ���ˇ�����ӹ�������ͨ�^�����ӹ�ȥ�������ٲ��ϱ���ӽM����������ģ�����Ҳ����������˵�Ƥ�w����ϧ���o�����ß�̎����ˇ���ƙCе���ܣ��������ܺͻ��W��������b�����w���ۗl�����������DZ��湤�̼��g��ʹ�����@�c������o���g����P�ġ�����ˇ�b�䲻�ܝM���ӹ����g����r�����ù�ˇ���ό��F��̎����ˇ���o�ӟ�o����һ�Nʰ�z�aȱ���ǵ��x��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
��ˇ�������ڟ�̎���ӟ���o�������o�ߡ���ʮ������Ї���һ�Οᳱ���Ǖr��1974�꺽�չ��I�����Cе�S����������S���п�Ժ�����}������ӹ��I����ˇ�о�������h�ı������S��������I�Ⱥ��_�l����һ�����÷��o�ӟ�aƷ�������Ј��磺202Ϳ�ϡ����ٟ�̎�����oͿ�ϡ��ߜؿ�����1306Ϳ�ϡ�MG900���oĤ��SAM-1������Ó̼Ϳ�ϵȵȡ��@Щ�aƷ�������x�՚��ֹ����Ó̼�������ߜؠ�B���٣���F�����cͿ�����|�ĔUɢЧ���o��ƽ�����ơ���ͬ䓲ı������ˇ�ӟ�ضȸߵͺͼӟ�r�g���L���γɱ���a����ͬ�̶�ؚ̼�F��ʹ�Cе���ܮa��ȱʧ��ʩ����ˇ���������^���������Ӱ푴���e�ƏVʹ�á�������ܼ��Y�YԴ�����ψFꠣ������P�����µİlչ���m���Ј�����xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
��h���ϱ��o�о���������Ϲ��̎�����һƪ“���ȟ�̎����ˇ���ϸśr”�����������P��I�γɼ��F���аl���d��ˇ�����m���Ј���xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�ڷ����{�ЕrҲ�����^��Iԃ���Пo���“QW-F1��F�ӟᱣ�o��”�aƷ�����ܷ��o�~�ļӟ�������Ŀ�Ľ�Q�~�����������c�h����Ⱦ��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
���˽�����I�l�_�ć��Ҳ��Hע�ع�ˇ�b�䌦�¹�ˇ����Ҳ�Ќ��T�C���о��_�l�®aƷ���ṩ����I�m���乤ˇ�İlչ��Ҫ���������ڶ�ʮ��ǰ�Ѿ���һ��“�Cе���칤ˇ�����փ�”����̎��I��߀���T�Q���oͿ�ϵȞ��o�ϣ��I�Ⱥ����й�ˇ���ό��I��ӑ�ͼ��g������ӣ��h���繤ˇ�b���ˇ���g�ژI�ȵõ���ҕ���@�Ӡ�BҲӰ푹�ˇ���ϵ��аl�ͼ��g�M����xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�������Ўׂ�50�ꣿ��Ч���Ѓrֵ��50��Hһ�����ӣ��Ї���̎������500��50��ȴ�����̎����ȥŬ���^������ǧ������ǰ�]�ЬF�����ğ�̎���b�䣬����������“�Ɍ���Īа”�Ă��f��߀�д�����“��ɽ��������”����־���Ї���F��̎���ĸ�ˮƽ��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
���Ο�̎�������������ڟ�̎����ˇ�����τ��£��Ƅӟ�̎�����ðlչ��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
2013��7���ڱ���xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
���ߣ������� �����������f��̎�팣�Iί�T����xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�������Y�ϣ�xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
��1���ٟo������̎���c��ˇ���� �����П�̎�����g�f�� 2000��10��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
��2��һ�N���F�ٟo������̎���Ĺ�ˇ���� �Cе���ˣ���ӹ��� 2003���9��59�xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
��3�����F�ٟo������̎���Ĺ�ˇ���� ����̎���� 2004���19����1��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
��4���x�ß�̎����ˇ���ό��F�ٟo�����ӟ�Č��F 2010��8�� �A����̎�����g������xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
��5����̎�팦������܇��51CrV4��������W���ܵ�Ӱ� �����ٟ�̎���� 2010��2��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
��6����՟�̎���͟�̎���ñ��oͿ���g�ļ� ���⺽�վ��� 1978��xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
��7���Ͼ���悸��F܉��܇�v呉�����˾�aƷ���� xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
xdi��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|



