sAQ��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
2 ԇ���Ϻͷ���sAQ��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
2.1 ԇ����sAQ��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
���lTYCr13Ni4L���nj��T��������ZG00Cr13Ni4Mo����̼�R���w���P��T���a���ñ��w���l���T�����W�ɷ�Ҋ��1����ԇ�����������Ƶ�TY- Cr13Ni4L����̼�R���w���P䓺��l�������Ӻ��pԇ�壬����Ҏ��Ҋ��2��ȡ���p�oϡ��۷�����M��ԇ��о���������ԇ���M�к����̎��ԇ���p�۷���ٻ��W�ɷ�Ҋ��1��sAQ��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
 sAQ��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE sAQ��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
 sAQ��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE sAQ��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
sAQ��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
2.2 ԇ��sAQ��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
2.2.1 �����ػ��̎�����ؕr�g�����L���۷����Ӳ��Ӱ�sAQ��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
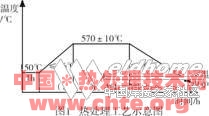
�������{�D݆�Ϲڡ��h���~Ƭ�ȴ����T�����Ӽ��gҪ����ػ��̎��ض�һ������ܟ�̎���ػ�ضȵ�30~50���������_���о��ػ��̎��ضȞ�570�����քe��ȡ5��ԇ�K, ��ԓ�ض����M���˱���4h��8h��12h��16h��20h�Ļػ��̎��ԇ�����傀ԇ�K�M���˾S��Ӳ�ȷ������z�y�O���TuKon 2100Bȫ�Ԅ��@�S��Ӳ��Ӌ����̎���O��DL07-1040�_܇ʽ��̎���t���ػ�����Ҋ�D1��sAQ��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
 sAQ��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE sAQ��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
2.2.2 ���L�ػ��̎�����ؕr�g���۷���ُ��ȡ��_���g�ȵ�Ӱ�sAQ��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�����2.2.1ԇ����ԇ�Y����ȡ�ɉKԇ�壬��570���Ļػ��̎�����ضȣ��քe�M�б���4h��16h ����ػ��̎��ԇ���քe���ɉKԇ��ĺ��p�oϡ��۷�����M�Л_����0��������������ͽ���������z�y�O���CBD-500���ʽ�[�N�_��ԇ�C��CSS44300�������ԇ�C��200MAT �����@�R�D������x����̎���O��DL07-1040�_܇ʽ��̎���t��sAQ��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
sAQ��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
2/3 ��� ��һ� 1 2 3 ��һ� β�
|



