CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�wՓ
�C�����Sָ���ǙC���ώ��ӹ��������D���S��ͨ�������S���S�к͂��Ӽ����X݆��݆���ȽM�����S�����������ٴ������������\�Ӟ�ֱ���\�ӵęC���⣬������C���������S���������S�������\�Ӿ��ȺͽY�������ǛQ���ӹ��|��������Ч�ʵ���Ҫ���ء��������S�������ܵ�ָ����Ҫ�����D���ȡ����Ⱥ��ٶ��m���ԡ������D���ȣ����S���D�r��Ӱ푼ӹ����ȵķ����ϳ��F�ď�����S�����ӣ�Ҫ�Q�������S���S�е�������b���|�����ڄӡ��o���ȣ���Ҫ�Q�������S�ď������ȡ��S�еĄ��Ⱥ����ᡣ���ٶ��m���ԣ����S������D�ٺ��D�ٷ�������Ҫ�Q�����S�еĽY���͝������Լ�ɢ��l����CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
 CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
һ���S�ęCе�l���c����
1.1�S�����l��
������C�����S�Ĺ����l���飺CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
1����Ť�أ��ܽ�׃Ť�D�d�ɣ�����߀�ܵ������d�ɡ�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
2�S�i�����^���Ħ����CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
3������һ�����^�d�͛_���d�ɡ�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
���⣬���Hʹ�õ��S�����ڽY���ȸ������Ҫ�������OӋ���S�硢�I�ۡ��ݼy���N�ȣ��Ķ�ʹ����Π���s�������®a���������С�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
4������l���¹������S���ϑ������������ܣ�����׃���������g�Եȡ�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
1.2 �C�����S��ʧЧ��ʽ
�����������c�����S��ʧЧ��ʽ�ɷ֞������N��ͣ�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
1�^��׃�Σ����S��ʹ���^���Юa���OӋ�����S���^��׃�Σ���������׃�Ρ�����׃���Լ��ߜ���׃��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
2���ѣ������ڇ��س��d��r����ɵĶ�����һ���Ըߛ_���d������������Ĕ��Ѽ��ɽ�׃�d���L�����ö���ɵ�ƣ�ڔ��ѡ�ƣ�ڔ����dz�Ҋ��ʧЧ��ʽ����Ҫ��Ť�Dƣ�ڣ�Ҳ���Ǐ���ƣ�ڡ�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
3ĥ�p���S�i̎�����I���^��ĥ�p��ʹ���ʧҎ���ijߴ硢�����Π���ȶ�ʧЧ��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
1.3 �C�����S������Ҫ��
�����S�Ĺ����l����ʧЧ��ʽ�����Ԍ��S�IJ���������µ�����Ҫ��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
1���õľC�����W���ܣ��Է�ֹ�^�d��_���d�ɼ��^��׃�Ρ�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
2�ߵ�ƣ�ڏ��ȷ�ֹƣ�ڔ��ѡ�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
3���õ������ӹ����ܡ�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
4�S�i�����I̎�����õ���ĥ�ԡ� CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�����C�����S���x��
���˼���Ⱥ��g�ԣ�ͬ�r���]ƣ�ڿ������S��һ���x����̼䓻��ߺϽ��{�|������� ���ڙC�����S��һ���x��45䓼��ɡ�������S������������Ť�D���������������ܵ��d�ɲ��Ǻܴ��D�ٲ��Ǻܸߣ��_���d�ɲ��Ǻܴ����Ծ���һ��ľC�����W���ܼ��ɡ���������S�Ĵ�˵ă��F�����F��̎����齛���c���P��피���Ħ�������I��λ�c�X݆���������ӣ����@Щ��λҪ�����^�ߵ���ĥ�Ժ�Ӳ�ȡ�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
45䓵Ą��Դ����mȻ�^��������S��������ֲ��ڱ��棬�ڴ�܇�Ժ��S���Π���^���Σ����{�|���rһ�㲻���_�ѣ���˲��úϽ��{�|䓣��������r���ɼӹ��Ժú��и�ӹ��Ժõ�45䓼��ɡ�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�����C�����S�ӹ���ˇ·��
3.1���
1��һ�����͠t�ȼӟ�, �ӟ��L�Ȟ�ȫ�L��2/3���ӟ�Ҏ����1230��---1260�棬90—100���CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
2���Ԡt��ȡ��呼�, �����C�A��δ�ӟ��, ���N���p��������ȥ������Ƥ��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
3���ĘӰ�δ�ӟ�һ��850mm������ӛ���Դ_���´���������ijߴ硣CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
4���x�ӟ��250mm—550mm̎���һ�ˡ�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
5���{�D����t�ȼӟᣬ����������味���һ����CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
3.2����
������ʽ늠t��Ҏ����850--870�棬����1.2—2h�����t���䡣CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�����Ŀ���Ǟ��˵õ����m��Ӳ�ȣ����ڙCе�ӹ���ͬ�r�������M����Ҳ����M����������������K�ğ�̎�����Üʂ䡣CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
��ʽ늠t�����ż���t���D׃��늉���̖������X�ضȿ����{���x�ϡ��{���x������̖�c�̿��O������^��ݔ��һ�����{��̖�����ÿ��{��̖�����|�l���������|�l���|�l�{�������_���{��늠t늉���늠t�ضȵ�Ŀ�ġ�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
늠t��̖��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
GWL-1700BCoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
Ҏ��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
1700BCoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
����CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
�s265 KgCoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
|
�t�ųߴ磺CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
300*200*200(mm)CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
늉���CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
380VCoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
|
���ʣ�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
12KWCoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
�x����̖��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
AP909-301CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
|
�l��Ԫ������̖��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
�f����@6*180*200*40��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
�B�ӷ�ʽ��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
|
���ۣ�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
100A500VCoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
���U����CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
6ACoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
|
�������|����CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
5011CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
׃������̖��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
380V/100VCoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
|
���ż��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
B��0-1800�ȣ�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
��ʹ�Üضȣ�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
1600��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
|
�{������CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
160ACoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
������CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
ȱ�ౣ�o��������o���ض����ޱ��o����ż���o���O���ض����ޱ��oCoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
|
�ͻ���ϣ�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
�M��Ħ�����|CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
������CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
*CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
��1 ��ʽ늠t�����P����CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
3.3�ּӹ�
һ������൶���Ԅ�܇�����M�дּӹ����ּӹ��A����Ҫ����㊶��桢�ӹ�피�ס���܇��A�����˕r����픿ⶨλ������0.5-1mm�ļӹ�������CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�ٻ������� ���ȼӹ��ö�λ�����棬���S�ӹ�Ҳ�����Ȱ���㊶����@���Ŀף��Ա����m����ʂ�ö�λ������CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
����A�ļӹ� ��A܇���Ǵּӹ��Ͱ뾫�ӹ���A���摪����V���ļӹ��������������a�r�����D��܇��������܇�������������a�r�����ö൶���Ԅ�܇����Һ�����ΰ��Ԅ�܇���ȡ�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
3.3�{�|
�ӟᵽA3+(30~50)�����10%���ҵ��}ˮ��Һ�д��䣬Ȼ���M�иߜػػ𣬼ӟ�ض�һ���560-600�档CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�{�|�����ڴּӹ�����Ҫ��ʹ���S���иߵľC�����W���ܡ��{�|�A̎���Ժ��S��Ӳ�Ȟ�220—250HBS��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
3.3�뾫�ӹ�
�뾫�ӹ��A�������뾫܇��A���@ͨ�ף�܇�F�桢�F�ף��@���^������ף���܇��A��������Ҫ�ļӹ����E�飺CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
1�ӹ���˲����ӹ������A�����F�����漰�_�A��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
2�ӹ�С�˲����ӹ�С�˲�����A���F�档CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
3�@��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
4�ӹ�����桢С������F�ס�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
3.4��K��̎��
���S����K��̎����ˇ���õ��ǸБ�������ӵ͜ػػ�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
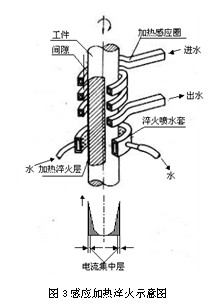
3.4.1�Б�������CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�����ԭ������һ���Б���Ȧ��ͨ��һ���l�ʵĽ���늣��и��l�����l�����l���N����ʹ�Б�Ȧ�܇��a���l����ͬ�Ľ�׃�ň������ڴň�֮�е����S�͕��a���c�Б���Ȧ�l����ͬ�������෴�ĸБ�������@������Мu�����������wЧ�����u����Ҫ�����ڹ����ı�ӡ� �ɜu�����a��������ʹ������ӱ�Ѹ�ټӟᵽ���ضȣ��S������ˮ����������Ӵ�Ӳ��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
���S�ĸБ��������̎��һ���Dz������l�Б��ӟᣬ����l���ڣ�500—1000��kHz��һ�㽛�^��K��̎����Ĵ�Ӳ����Ȟ�2—10mm��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�Б��������̎���Ժ����S�ı�������W�����_���ܺõ�ˮƽ�����б��^�ߵ�Ӳ�ȡ����IJ�Ҳ�����^�ߵ��g�����ԡ������M�������M+F���������M+F+P�����Ğ�P+F��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
 CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
3.4.2�͜ػػ�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
���S�ĵ͜ػػ�ض�һ���150��--200�棬Ȼ����䡣CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�͜ػػ��܉�pС�����������������g�Ⱥ����ԣ��õ����ȡ�Ӳ�Ⱥ������g�Ե�������ϣ��ԝM�����S������Ҫ��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
3.5���ӹ�
���S�ľ��ӹ�һ����õ���ĥ���ӹ���ĥ������A������Ҫ�ľ��ӹ��������m���ڼӹ����ȸߣ�����ֲڶ��^С����A���棬�e�m���ڼӹ����䓵ȸ�Ӳ�Ȳ��ϡ������a�����^��r�����ýM��ĥ��������ɰ݆ĥ�����o��ĥ���ȸ�Чĥ�����������ӹ��Ļ������E���ӹ��O���Լ�����λ�����£�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
���ECoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
�� ��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
�O��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
����λ��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
|
1CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
��܇��A���в�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
����܇��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
���F�����Ŀ�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
|
2CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
��ĥ��A�ɶ�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
��Aĥ��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
���F�����Ŀ�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
|
3CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
��ĥ�F��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
�ȈAĥ��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
���^�S�i��A��С����A������CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
|
4CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
�־�㊻��ICoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
���I㊴�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
���F�����Ŀ�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
|
5CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
ϴ�I��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
㊴�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
ԓ�I����A������CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
|
6CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
܇��˃Ȃ��漰�����ݼyCoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
��ͨ܇��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
���F�����Ŀ�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
|
7CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
�־�ĥ������A���ɶ���CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
��Aĥ��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
���F�����Ŀ�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
|
8CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
�־�ĥ���ΈA�F�漰�̈A�F��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
���ýM��ĥ��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
���F�����Ŀ�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
|
9CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
�־�ĥĪ��6̖�F��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
���S�F��ĥ��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
֧���S�i��ACoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|
CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
���ӹ��Ժ�Ҫ�����S���ߴ羫����IT5~IT6֮�g������ֲڶ�Ra��0.4~0.8Ø90g5��Ø80h5��Ø75h5��ØCA6140��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�ġ����S���`�����
4.1�ӹ����ȼ��ӹ��`��
4.1.1�ӹ������c�ӹ��`��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�ӹ�������ָ����ӹ���Č��H�΅����c����΅����ķ��ϳ̶ȡ����H�ӹ��в�����������ȫ�c����΅���һ�£��ض�����һ�����`��Q��ӹ��`����S���`����Ҫ�У�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
һ����ˇϵ�y�����`��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�@���əC���Ď��`����S�Ļ��D�`���܉�`��͵��ߵĎ��`�������@Щ�`����ڲ����Юa���ģ�һ�㶼���ɱ��⣬���ǿ���ͨ�^���������ķ��������@Щ�`�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
������λ�`��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
1���ʲ��غ��`��ڼӹ��^���ж���һ�ض��Ļ���������ʾ��M�мӹ�������ڼӹ��^����ʹ�õĻ����c�OӋ�Ļ��ʲ��غϣ��͕���ɻ��ʲ��غ��`�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
2��λ�����첻�ʴ_�`������ڊA���ϵ����_λ�����ɊA���ϵĶ�λ������Q���ġ������ϵĶ�λ��������������Ľ^���Ĝʴ_���ڼӹ����^�������ڶ�λ�IJ��ʴ_Ҳ�����һ�����`�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
������ˇϵ�y������������`��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
1�����Ą��ȣ��ڼӹ��^������������Ą��Ȳ�������С��׃�Σ���ɼӹ��`�Ӱ푼ӹ��Y����CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
2���߄��ȣ��ӹ��^�������ʹ�õĵ��ߵĄ��Ȳ��㣬ͬ�ӕ�����׃���M��Ӱ푹����ļӹ�������`�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
3��ˇϵ�y�ܟ�������`��ڼӹ��^���У��e�ǟ�̎�����^���Ђ��������ܟ���������S��׃�ήa���`�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�塢���S�ęz�y�c�{��
5.1���S�ľ��șz�y
1 ���D���șz�yCoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
���S�����D����ֱ��Ӱ����S�ļӹ����ȣ�һ���������ǧ�ֱ��͘˜�����˜ʭh�����{�z���z��ԭ����ʹһ������ĈA��ɘ˜��˶ѭh��z���o����� �ĈA���c���D���ľ��غ�, ��ô,��ǧ�ֱ���ij�����������y�õ�����A�ď�������,CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�ͷ�ӳ�˻��D���ľ���ԓ�����ϵ����ӡ�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
2���澫�șz�yCoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�z�r, ����ǧ�ֱ�ֱ�Ӝy�����˕r, ǧ�ֱ푪��ֱ�|�����z����, Ҳ�������S�F���в���һ���z��, Ȼ��ǧ�ֱ�����Ҏ����λ���ϙz�z�r���D���S, ǧ�ֱ����x����ֵ���Ƕ�����ď������ӡ�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
3����ֲڶ�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
һ���S�i̎�ı���ֲڶȣ�Ra0.63-0.16um������S�i�ĴֲڶȞ飺Ra2.5—0.63um��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
5.2���S��ʧЧ��ȱ�ݙz�y
5.2.1���S����Ҫ��̎��ȱ��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
1 ׃���_�� �������S�ıں���������S�i�ļ��̎���a��׃���_�ѬF��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
2 �^�� ���ڼӟ�ض��^�ߣ����F���������������S���ֲ��ۻ���ʹ������U��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
3 �Ѽy �ڟ�̎���ͼӹ��^���Юa�����������ϴ��M���Ѽy�Įa����һ�������N�Ѽy��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
1�v���Ѽy һ���������S�Ŀv��a�� ���ɱ��������S�IJ��lչ��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
2�����Ѽy �ֲ������S�����С�Ѽy�������S��ʹ��������ɺܴ��Ӱ푣����ص�Ԓ����ʹ���S��ʹ�É�������������U��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
5.2.2 ���S�����P�z�y����CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
1�zҕ��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�{�肀�˵ĸ��X��ҕ�X���|�X����������ι��ߡ��˜�ԇ���M�б��^��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
2�ŷۙz�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�F���Բ��Ϲ������Ż������ڲ��B�m�ԵĴ��ڣ�ʹ��������ͽ�����Ĵ������l���ֲ���׃���a��©�ň�������ʩ���ڹ�������Ĵŷۣ��ں��m�Ĺ������γ�Ŀҕ��Ҋ�Ĵźۣ��Ķ��@ʾ�����B�m�Ե�λ�á���С���Π�͇��س̶ȡ�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�ŷۙz��o�p���������η��㣬�z�y�ɱ��������������S�ı���⻬��Ҫ��ߣ����z�y�ˆT�ļ��g�ͽ��Ҫ��ߣ��z�y����С�z�y�ٶ�����CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
3�����z�yCoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
���ó����ڽ��٘����Ђ����ͷ����ԭ������̽�y�����Ȳ�ȱ�ݵĴ�С�����|��λ���Լ����|��ijЩ�������ܵķ�����CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
���������c��1���������ܼ������ض��ķ����ϣ��ڽ��|����ֱ���������������õ�ָ���ԡ�2�������ڽ��|�Ђ����^���У����l��˥�p��ɢ�䡣3�������ڮ��N���|�Ľ����ό��a�����䡢����Ͳ����D�Q�������@Щ���ԣ����ԫ@�Ï�ȱ�ݽ��淴����ķ��䲨���Ķ��_��̽�yȱ�ݵ�Ŀ�ġ�4������������������öࡣ5�������ڹ��w�еĂ�ݔ�pʧ��С��̽�y��ȴ����ڳ����ڮ��|�����ϕ��l�����䡢����ȬF�������Dz���ͨ�^���w���w���档����������К�ס��Ѽy���ӵ�ȱ�ݣ�ȱ�����К��w����A�s�����������������cȱ�ݵĽ���̎�r���͕�ȫ���ַ��䡣������ij�����̽�^���գ�ͨ�^�x���Ȳ����·̎�����ڃx���ğɹ����Ͼ͕��@ʾ����ͬ�߶Ⱥ���һ���g��IJ��Ρ����Ը������ε�׃�������Д�ȱ���ڹ����ص���ȡ�λ�ú��ΠCoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
����̽�����c�Ǚz�y��ȴ��`���ȸߡ��ٶȿ졢�ɱ��͡������w�o�����܌�ȱ���M�ж�λ�Ͷ���������̽����ȱ�ݵ��@ʾ��ֱ�^��̽�����g�y�ȴ������ܵ������^����Ӱ푣��Լ�̽���Y�������ڱ��棬�����z�y����������Ҫ��ƽ����Ҫ���н��ęz��ˆT���ܱ�eȱ�ݷN��m���ں���^�������zʹ����̽��Ҳ����������ԡ�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
4���W���ܙz�yCoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
ʹ�����������W�z�y�x���z�y���S�����P���W���ܣ������������_����Ӳ���Լ�������Ҫ�����W���ܜyԇ��CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
5 �@�z�yCoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
ͨ�^�@�^�y�S�����@�M�����c�˜�����ĽM���M�б��^���Y�����a��ˇ���ҳ���ˇȱ�ݡ�CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
’
�����īICoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
1 ղ��. ���̲��ϣ����̲��ϼ��Cе������A�� �Cе���I�����磬1996CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
2.��褲� �O�S�B ���̲��ϼ��Cе������A �Cе���I������ 1996CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
3���¸�. ���̲��ϼ��ӹ���̎����ˇ���A �ؑc���ؑc��W������ ��1997CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
4�˽������ڽ�������. ���ϿƌW���A ���������A��W�����磬2010CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
5�R�� ���ό��g�v�x �������Ї��V�I��W�C늲���ϵ 2010CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
CoX��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|



