6WO��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
��־�x1����s�A2�����Ѻ�3��������4
��1���ؑc�x�P��˾���ؑc�L��늠t�S�Ԓ023-86669155���k����13002366762 2���ؑc��ɽ�Cе�S �]��402761 3���ؑc�t�r��܇�S܇�I�S �]��402300 4.�ؑc�C���S �]�� 400055��
ǰ�ԣ����S���ĸ��_�š�������������ĮaƷ�ܷ������H���M�����Ј����B̼���������wܛ�������|��Ҫ��Խ��Խ�ߡ�����ֻ����ӑՓ��ˇ���}���Aף����������һ�����O�䣬ֻ�в��������һ���Ĺ�ˇ���������a�������һ���ĮaƷ�������J���һ����ָ�ˣ��ԝB̼��̼�����B����������Ӳ��HRC61���ϣ�HV1�D�Q�������R≤3μm ���\���g�����aƷ����������o̼�ڣ�̼����O�ȏ�ɢ���R���w�M��1-2������A8%���£�׃�ΘOС����ĥ�X�����ĥ�X����������1����ͬ�tͬ�̖ͬ�Π�ߴ�aƷӲ�Ȳ���±1HRC��
һ������ʹ�B̼�����|�����
1���B̼��������Ӳ�Ⱥͷ��R���w�M����1����
�ڝB̼����������н������F�B�m���B�m�ľW���K���ɫ�M������̎ǡ�ò��DZ�Ӊ��������ą^���ѱ����J�����ڃ�������ؚ�Ͻ�Ԫ�،����γ������wM����Ҳ���Q����R���w�M����һ���γɴ�M���������ǽ��ͱ���Ӳ�Ⱥ���ĥ���Լ�ƣ�ژO�ޡ���ˇ�����֪����܇�v����S�Ҵ����R���w�Ӻ�������_��Ҏ������������ء����Y�����R��˾Ҫ��ˌӺ�ȱ����3μm���¡��������ǣ��ٝB̼����Ҫĥ�X��ĥ�X���������D�����������ڇ��菊����ԓ�������ڸ������D������˥�p����ĥ�X���У���ĥ�X�ǬF�����a�X݆�ğ��TԒ�}�����ö��àt���a���X݆��ĥ�X�ďS�ң��ؑc�^���ؑc��ɽ���I��˾����3.7�����s�̝B̼�r�g��̼����O�ȏ�ɢ��ʡ�����C�ӹ��M�ã��I���ڣ������κ����M���ҡ�
1.1.1�P�ڷ��R���w�M��
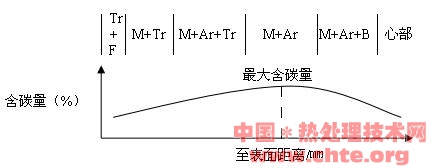
�B̼�����ķ��R���w�M����������Ó̼�γɵ��F���w������ؾ����γɵ������w���е�䓷N��ؐ���w�����R���w�M���Ӻ�䓱��溬̼���Pϵ��ʾ��D1���д˷N�M�������ı�Ӻ�̼���ɱ��������u����څ�ݣ������ֵ���������IJ���̼�����c���̼��λ��������Ҳ�Ǵ���������ĵط���
1.1.2���R���w�M���ķ������ڝB̼�^���У����ڃ�������ԭ��ʹ�B�w����̼�����½��a�����R�ϽM�����@Щ�M�������F���w�����������w���B��һƬ�Q�ڎ���δ�B��һƬ�Q�ھW��������䓷N��ؐ���w��������R���w�M������D1���B̼���䓷��R���w�M���Ӻͱ��̼��ȵ��Pϵ
 6WO��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE 6WO��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
1/9 1 2 3 4 5 6 ��һ� β�
|



