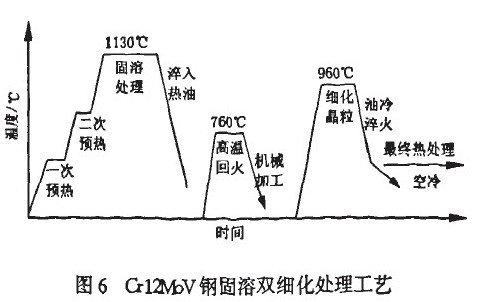
1 130��ߜش�𡣼ȴ��M���^С̼�������ȫ�ܽ⣬Ҳ���M�˴��w��̼�����ܽ⣬�h������ܳɈA�ǣ��Ķ�ʹδ�ܵ�̼�����׃�١�����څ��һ�¡��ΑBڅ��������ߜػػ��ʹ�ߜش���Ě���W���w�ֽ⣬������w��̼�����ٶȾ���ɢ������ʹ̼������ΑB����С���ֲ��õ����ơ��S���M�е�960��͜ش����K��̎����ʹ̼��������ȡ��Π�ֲ����̶��Mһ���õ����ƣ�ͬ�rҲʹ�����dz���С�������p����̎�����ģ��ʹ�É��������ڂ��y��ˇ�����ģ��(����2��)����ԭ����ģ�����Ժ��g��ͬ��������fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
ģ��䓽���՟�̎���������õı����B��׃��С��ģ�߱���Ӳ�����^������Ҫԭ������ռӟ�r��ģ��䓱���ʻ��Ԡ�B����Ó̼�����a����K��s������Ĥ��������¼ӟᣬ䓵ı�����Ó��Ч������������^�ߵ����W���ܣ��t����ն�Խ�ߣ���������Խ�ߡ���մ���䓵Ĕ����g��������ߣ�ģ�߉����ȳ�Ҏ��ˇ�ձ���ߡ�fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
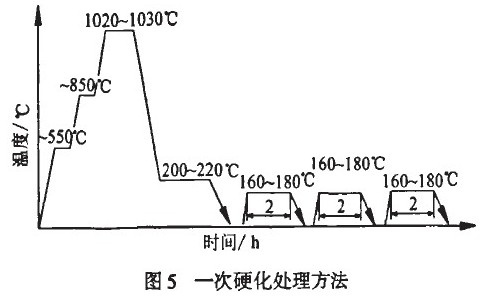
���øߜ��}ԡ���ټӟ���(1 200�汣��10min)�����ڿ��ټӟጧ����׃�c���ߣ��W���w���������L���Լ�����������ߏ��g�ȡ����ڱ��ؕr�g�̣��ڹ��������_�����ضȕr�������IJ���̎����׃�c���£�������m���p�ٚ���fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�W���w�����p�ٴ��׃�Σ�߀�ɫ@�ñ���ͨ����^��Ĵ�Ӳ����ȣ����������ģ��ʹ�É�����fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
3��3��̎����ˇ�������x��fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
3��3��1�A��fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
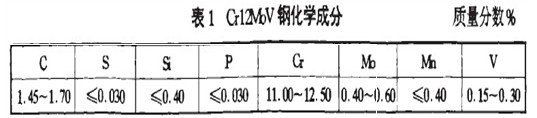
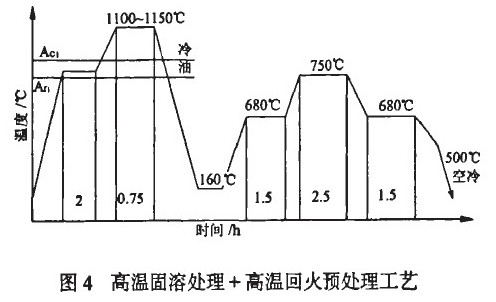
Cr12MoV��ڴ��ӟ�r��Ҫ����ģ�ߵijߴ��С�͏��s�̶��M��2�����ϵ��A�ᡣ�Ԝp��ģ�߃���Ĝز���Ͳ��ϵăȑ�������Ч�ظ���̼����ķֲ��ΑB������r�M�������ܵ������τ���l������Ч�����ģ��ʹ�É���������ڴ������rδ������Ҫ���M���A�ᣬ��ʹ�ִ��̼����M��δ������W���w�У�Ӱ푟�̎����̼��������·ֲ�������ģ�߮a���������������M���Ѽy�Įa���c�Uչ��fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
ͨ�^���ض��ضȳ���A��∞j����я��g��ϴ��ضȅ^�g(1 000��1040��)��𡣿�ʹCr12MoV�ػ��R���w��С��̼���:С�Ҿ���ֲ������H��ģ�ߴ�����˽M���ʂ䡣�����ض��ض��A���γɴ����߶ȏ�ɢ����ֲ����κˣ�����Ч�ؿ��ƚ���W���w���ṩ�˗l�����Ķ����������ģ��ʹ�É�����fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
3��3��2���fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
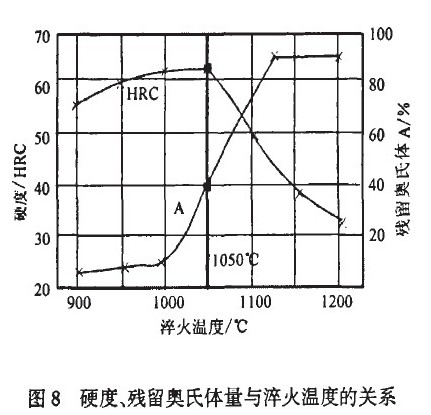
���ӟ�Ҏ���Q���ˊW���w�Č��H�����ȼ�̼���ͺϽ�Ԫ�صĹ��ܶȣ����R���w���ΑB���ػ������(Ӳ�ȡ����ȡ����ԡ��ػ��ԡ����ػ�r���w�e׃��)�����@����Ӱ푡����ӟᵽAc1�ض�(�s810��)���ϕr��ԭʼ�M�������w��̼�����D׃��W���w��̼����S���ӟ�ض����ߣ��Ͻ�̼�����^�m��W���w���ܽ⣮�����ˊW���w��C��Cr�ĝ�ȣ�����R���w��Ӳ�����ӣ�����ĥ��ҲԽ�����_���g����u���ߡ������ض�̫�ߣ��W���w�кϽ�Ԫ�غ������ӣ�ʹ^���c��fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
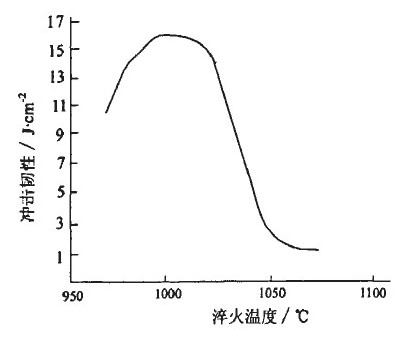
�������M���К���W���w�����ӣ�������Ӳ���½����_���g���½���Cr12MoV䓴��ض��c�_���g�ȵ��PϵҊ�D7��Ӳ�ȡ�����W���w���c���ضȵ��PϵҊ�D8��fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
 fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
 fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
���䓵ľ���Խ��С���䏊��Խ�ߣ�����Խ�ã��_���g��Խ�ߡ��S�����ӟ�ضȵ����ߣ�Cr12MoV䓵ľ�����u׃С����960��r���F��ֵ���S���S���ضȵ����ߡ������֕���u�L���@������S���ӟ�ضȵ����ߡ��W���w���κ��ʺ��L���ٶȾ������ض��^�͕r���κ�������Ҫ���ã�����Խ��Խ��С���������ض����ߵ�һ��ֵ�r�����˵��L���ٶ���u���������ã�����Խ��Խ�ִ���960�����ҳ��F�˷�ֵ������ģ���w�e�S���ض�׃����׃�����@��fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
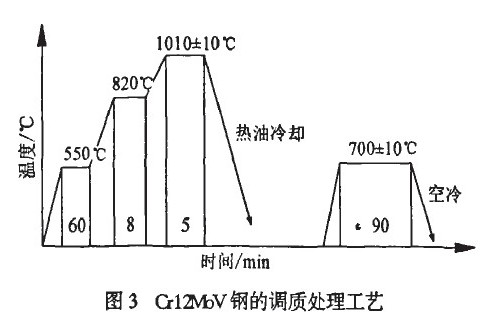
���ښ���W���w���l��׃��������ġ�������еĚ���W���w��ʹģ�߱���ߴ�pС�������r�R���w�D׃��ʹģ�߳ߴ��������_�x����ضȣ�����W���w���Բ�������ȫ���������r�R���w�D׃���a���ijߴ�����ʹ׃������С�����o׃�Ρ��ӟ�ضȿ�����1 025±5�档����820����М����A��2min��Ȼ�������õ��ѽ��A����350-400��ăɉK䓰�֮�g�����ډ����C�ϼӉ����S���M��260�����}�Ȝ�3h�������䣬���H���C�˿��Ϳ࣬���ұ���ƽ���Ҳ�_��Ҫ��fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
��𱣜ؕr�g��Crl2MoV�ģ�ߵ�׃��Ӱ��^���ؕr�g̫�̣�����W���w��fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�Ͻ�Ԫ������̼�����^�٣�Ms�����^�٣��W���w�����Բ������W���w���٣�ʹģ�ߵ�׃�������m�����ӱ��ؕr�g���ɜp��׃�Σ������}ԡ�t�мӟ�ܳ��^6��10 s��mm,Cr12MoV䓾��кܸߵĴ��ԣ����˜p����s�^���Юa���ğᑪ����ģ�߱��غ����830--840����}ԡ�t�ж̕r�g�Ȝأ�Ȼ����t�ھ������жѷſ��䡣fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
3��3��3�ػ�fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
Crl2VIoV䓻ػ�Ŀ���dz��������̎���Ě����������{���M����Ӳ�ȡ������γɵ��R���w���ڸ�̼���t���^��g϶�����w��̎�ڲ�������B���ػ�r�ֽ⣬����̼����D׃��ػ��R���w��ʹ���ϻ��w�M��Ӳ�Ƚ��͡�����W���w�ڻػ��^���Е��ֽ⣬�����@̼�����һ���̶��Ϗ��a���R���w�ػ��D׃��ɵ�Ӳ�Ƚ��͡�����䓵�Ӳ�ȕ��S�ػ�ضȵ�׃���ʬF�Ƚ��ͺ����ӵ�څ�ݡ��ػ�ض��^�ߕr������W���w��������̼����ֻ���ʧȥ�������á�����Ӳ���½���fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
����ԇ���ڲ�ͬ�ض��»ػ�r���_���g�ȳ��Ƚ��ͺ����ߵ�څ�ݣ��@��Ҫ�ܚ���W���w�ֽ��Ӱ푡��ػ��^���У��S�ضȵ����ߣ����w�К���W���w����u�p�٣�����̼�������࣬���²��ϵě_���g�Ƚ��͡����ػ�ض��^�ߕr���M���е�̼�����дֻ����ۼ���څ�ݡ��_���g���_ʼ������Crl2MoV䓵Ļػ�һ��ֵ͜ػػ��c�ߜػػ𡣵͜ػػ�һ����170��180��×2h��Ӳ�ȿ��_60--62HRC���ߜػػ�һ����500-520��×2 h��ģ��Ӳ�ȿ��_��59-61 HRC.����ػ�ضȵ�(�����ǵ͜ػػ�r)��ģ�ߵ�Ӳ���^�ߡ����»ػ�֣�ʹģ���еĚ��������^��Ӱ�ģ�ߵ�ʹ�É������m����ػ�ضȣ��ɱ��Cģ����Ӳ�Ƚ��Ͳ������r�«@���^�õ��g�ȣ�����ģ�ߵăȑ����������̎������@�M�����@����������W���ܡ��ػ�ض���ߵ�500��r���ܱ��Cģ��Ӳ��Ҫ�����������Ҳ�õ�����Ч������ģ���ھ��и�r���_�ѬF��p��.fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
Cr12MoV䓌ٸ�̼�ߺϽ�䓣��ж���Ӳ��Ч������W���w�����Ժã�������W���w�^�࣬�ػ���Ҳ�á�����ڟ�̎���^���лػ��㣬�����еĚ���W���w���^�࣬����W���w��ܛ���M������������ģ�߳���Ħ�����D��׃�κ͛_���r,�_һ���l����ʹ����W���w�D׃��O���R���w�����²��ϵĽM���������ӣ�ʹ���ϴ��Ԕ��ѵăA�����@�������Ҫ���̎��rģ��׃���^С�����ڻػ��^���п���׃�ػ�ضȁ�����ģ�ߵijߴ硣�ػ�ضȵĴ_��Ҫ����������W���w������Q���������Ŀ����ɲ���340-430��ļӉ��ػ�fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
����sС���ɲ���420--520��ػ���������ߴ硣fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
4ģ�߾��и�ӹ�fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
ģ��������ͨ�C���ӹ������������ɾ��и����ģ���пڻ���ǻ�ӹ������и�ӹ���Ҫע��Ć��}�Ǿ��и��еĹ���׃���c�ӹ����摪���ĸ�׃����������̎����Ӳ���M�о��и�r,����ȥ������e���ٻ��Д࣬�Ɖ��˲��ϵăȲ���������������ƽ���B���ڑ������·ֲ����^���С��ֲ����a���ߑ������Ķ��a���^���׃�Ρ��������������׃�β���Ӱ푹����ļӹ��ߴ硣�ֲ��ĸߑ���fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
߀������ɲ��Ϯa���Ѽy�����_�Ѷ���U�����и�ӹ���Crl2MoVģ�߱���Ě�������������������ޣ�ֻ�Ў�ʮ����,����ʹģ�����w�_�ѣ������и�ӹ���ģ�߱���Ě�������������������ģ���_�ѵ���Ҫԭ����ģ�ߵ�ʹ��fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�������H�c���w�ď��g�����P�������cģ�߹�������ĽM�����@�Ѽy�͚��������ķֲ������е��Pϵ��ģ�߾��и����������Ӹ������^������W���w���ٴ������Ҫ�����R���w�����и�׃�|�ӕ�ʹģ�߹�������ď����c�g�Ƚ��͡�ģ����ʹ���У�������a���ߜ�ʹ����R���w������W���w�ֽ⡢�D׃�����ӑ����c׃�|���д��ڵĚ����������B�ӣ�ʹ�Ѽy�����γɡ��������Ѽy�ĔUչ��Ŀǰ����p�پ��и�ӹ��^�̌�ģ�߉�����Ӱ푣���Ҫ��ȡ���´�ʩ��fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
(1)�A�_��ˇǻ��fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
����Ӳ��Ҫ���^�ߡ���ǻ���Π���s������ģ�����ڹ�����̎�����ǰ�șC�ӹ����Ϳף��m�����¼ӹ��������A�����z��ˇ�ס����ǰ�A���_��ˇǻ���Ը��ƴ��r�ı���ز��������s��ʹ�иλ������Ӳ�ȣ���Ӳ�Ӽ����׃�ȑ����ֲ�����Ч��ֹ���и�r�_��,����ģ���Π�M������ˇ�Ӵ�Ҳ�����ڃȑ�����ጷš�fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
(2)���M�OӋ�Y�������ⰼ�ǡ������ǸĞ�A���^�ɣ���������̎��r�������еĬF�������˴���[���Ѽy����ֹ���и�r�Ѽy�Įa����fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
(3)�����x�þ��и�ӹ���ˇ������fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�ڝM��һ�����aЧ�ʵ�ǰ���¡��M���ܲ��õ���������и��ٶȡ�С�}���͵;��٣�������Ч�pС���и�r�đ�������ֹ�Ѽy�Įa����fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
(4)�a��ػ�fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�ھ��и�������M���a��ػ�һ�����������и��^�����γɵĸ��ӑ�����ͬ�rҲ���ƾ��и��ӵİ����M�����a��ػ�ضȿɵ���ģ�ػ�ض�20��40�棬�ػ�r�gһ���3��5 h������ֹ���и�ģ���ڴ�Ż�ʹ�����_�ѡ�����ģ���պ�ʹ���гߴ�ķ����Ժ�ʹ�É������O�к�̎��fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
(5)����̎����ģ�߱��懊�裮���������и��ģ�߱���׃�|�ӣ������^�M���ͱ��摪���ֲ���ʹ֮���������D׃�鉺���������ñ���D������ĥ��ȹ�ˇ��Ҳ�ܸ����^�M�������Ʊ��摪���ķֲ�.fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
fNL��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE