20CrMnTi��ͺϽ�Y��䓣���Ҫ���ڼӹ��X݆�����ֽ��X݆䓣��������r����Ҫ�M�НB̼�����ֽНB̼䓡�5W1��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
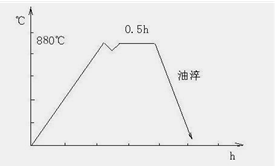
��܈�����20CrMnTiӲ�Ȳ���̫�ߣ�����ֱ���M��܇�ӹ��������˜�GB/T 3077-1999��Ҏ����ԇ�����ϳߴ���15mm������ӣ���15��15mm���_���ӣ���ԇ��Ҫ���^�ɴδ�𣬵�һ��880�桢���䣬�ڶ���870�桢���䣬200��ػ𣬬F��ӆ��̎����ˇ�D���£�5W1��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
��һ�δ��5W1��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�Ȍ��t�����أ���880������ԇ�����ٴε��غ�Ӌ�r������30min��ȡ�����䡣5W1��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
 5W1��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE 5W1��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
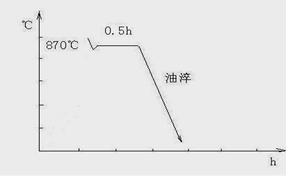
�ڶ��δ��5W1��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�Ȍ��t�ӽ�����850�棬�����ص�870�棬���غ����ԇ�����ٴε��غ�Ӌ�r������30min��ȡ�����䡣5W1��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
 5W1��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE 5W1��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�ػ�ˇ��5W1��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�Ȍ��t�ӽ��ص�150����������200�棬Ȼ����뽛�^�ɴδ���ԇ�����ٴε��غ�Ӌ�r������1.5 h��ȡ�����䡣5W1��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
 5W1��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE 5W1��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
���И˜ʣ�GB/T 3077-1999�Ќ��Cе���ܵ�Ҫ��5W1��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
Rm 1080Mpa��Rp0.2 850 Mpa��A 10%��Z 45%��Aku 55 5W1��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
HRB≤217 Mpa5W1��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
5W1��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
5W1��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
5W1��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|



