| SWg��̎�����g�W(w��ng) �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�W(w��ng)վ ��̎�����g�W(w��ng) CHTE
4.3 늟���ʽ����O�估��ˇSWg��̎�����g�W(w��ng) �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�W(w��ng)վ ��̎�����g�W(w��ng) CHTE
��̎���O�䣺��ʽ�ӟ�t��130kW������ʽ�ػ�t��120kW�����X݆�á�50t���������200t��������� ������ͣ�32#�C�ͣ����ٴ���͡�SWg��̎�����g�W(w��ng) �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�W(w��ng)վ ��̎�����g�W(w��ng) CHTE
늟���ʽ���ˇ��������ʽ�ӟ�t880������15min����850�����10 min����s��ʽֱ�뉺��ֱ�Ӵ�𣬻ػ�ض���400��6h�������Ƭ�N�ͬ��Ȳ�ͬ�ػ�ض�Ҳ����׃�������ӷ���380-540�档SWg��̎�����g�W(w��ng) �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�W(w��ng)վ ��̎�����g�W(w��ng) CHTE
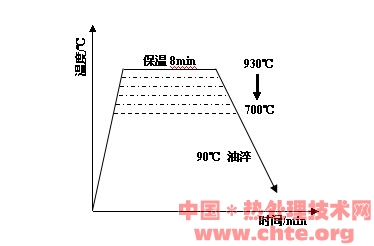
��ԇ����҂���(y��u)�Ȳ���850���𣬲�ͨ�^Ӌ���ԇ�l(f��)�F(xi��n)������10��15min�������_���W���w����Ŀ�ģ����Ǵ_��ԇ��в���850��×10��15min��𡣴��ǰ�����������ٌ�ʩ���㣬�ڴ���12s��ͣ�ͣ����㉺8min��䏻��ضȼs��90�����ң��������͉��C���l(f��)�F(xi��n)䏻������o׃�Ρ����ֽ�������һֱ��s���Ҝأ��ٴ������͉��C��䏻���Ȼ�o׃��Ҳ�o���ѬF(xi��n)���B�m(x��)���˹�ˇ�M�У�Ч����ͬ��������Ӳ��Ӌ�������ȫ��䏻��M��Ӳ��ԇÿƬ���yԇ���棬ÿ���S�C�yԇ���l(f��)�F(xi��n)Ӳ�Ⱥܾ�����50±2HRC�����ȡ�SWg��̎�����g�W(w��ng) �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�W(w��ng)վ ��̎�����g�W(w��ng) CHTE
 SWg��̎�����g�W(w��ng) �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�W(w��ng)վ ��̎�����g�W(w��ng) CHTE SWg��̎�����g�W(w��ng) �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�W(w��ng)վ ��̎�����g�W(w��ng) CHTE
�D4 늟���ʽ��̎������SWg��̎�����g�W(w��ng) �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�W(w��ng)վ ��̎�����g�W(w��ng) CHTE
SWg��̎�����g�W(w��ng) �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�W(w��ng)վ ��̎�����g�W(w��ng) CHTE
��850�����£��S���W���w���ضȵ����ߣ�����Ӳ��ֵ��u���ߣ�������790~850��֮�g����Ӳ��ֵ׃�����Ƿdz����@��HRC��60���ҡ��@�������S�����ӟ�ض����ߣ�̼�ڊW���w�е��ܽ�����֣��W���w���̶ȸ��ã�ʹ��䓵Ĵ����������¡���850�����ϣ��S���W���w���ضȵ����ߣ�Ӳ��ֵ�������͡��@��Ҫ������65Mn���^�����ЃA���^���S�ӟ�ض����ߣ��W���w�����ֻ������õ��ִ���R���w�M����SWg��̎�����g�W(w��ng) �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�W(w��ng)վ ��̎�����g�W(w��ng) CHTE
SWg��̎�����g�W(w��ng) �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�W(w��ng)վ ��̎�����g�W(w��ng) CHTE
4/6 ��� ��һ� 2 3 4 5 6 ��һ� β�
|



