ppK��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
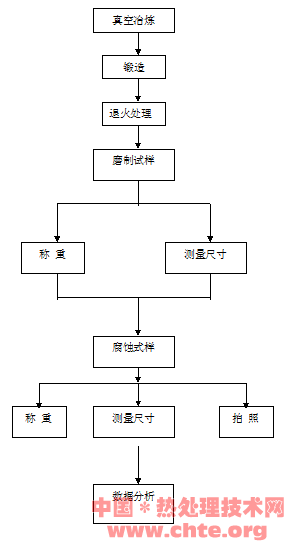
2.1ԇ�������̈D��
 ppK��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE ppK��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
ppK��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
2.2���ұ����ԇ��
2.2.1ұ����ˇ
�߷N�ɷֵIJ��P�Ҫ�����ͬ�ӵ�ұ����ˇ�����ӟ�r���õĹ��ʡ��ӟ�r�g��������ĕr�g���������������F��ľ��ؕr�g����ע���t�ĕr�g�ȱ�����ͬ��
���ȳ������3.5×10-2Pa���_ʼͨ����أ����ù���15KW��4��犺�����30KW�����^4��犺�����38KW���ӟᵽ�l�t�r����ն��_1.8×10-2Pa��ֹͣ�����ͨ���Ᵽ�o����≺����0.4Mpa,��ԇ��ȫ���ۻ������⒣���늴Ŕ���8���ʹ�Ͻ�Ԫ�ؾ�����������T���Tģ���ڠt����s�s30��犺���t�����t������s10��犺��Tģ��
�TģҪ�����Ӣɰ�������Ϳ�ϣ����У�ˢ2-3����ɼ��ɡ�
��Ƥ���^ȡ���֘ӣ������ϴν�8Kgԇ�ӳ��t��ߴ��φ103×110mm����Ƥ��s��φ95-φ92���ϰ벿���пs�ף��ƺ���ע�ٶ����c�s���٣������^��s��55-60mm�L�oȱ�ݡ����ϰ벿����ȥ�T�B���ࡢ���g��Ӳ��ԇ�ӣ��°벿�֣��oȱ�ݲ��֣�呺���ȡ���Nԇ�ӻ��֘ӏİ�Ƥ��ĈA������܇ȡ���ɡ�
|



