45�����̼�Y��䓣����ӹ����ܶ����e���Cе�����^�ã��҃r��͡���Դ�V�����ԑ��ÏV��������������c�Ǵ��Եͣ�����ߴ���Ҫ����^�ߵĹ������˲��á�ZzE��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
45䓴��ض���AC3+��30~50���棬�ڌ��H�����У�һ����ȡ���ġ�ƫ�ߵĴ��ضȿ���ʹ�����ӟ��ٶȼӿ죬���������p�٣�������߹�Ч����ʹ�����ĊW���w��������Ҫ���ı��ؕr�g��������H�b�t������Ҫ�m�����L���ؕr�g����Ȼ�����ܕ����F��ӟ�������Ӳ�Ȳ���ĬF�����ؕr�g�^�L��퓕����F�����ִ�����Ó̼���صıײ���Ӱ푴���|�����҂��J�飬����b�t�����ڹ�ˇ�ļ���Ҏ�����ӟᱣ�ؕr�g�����L1/5��ZzE��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
���45䓴��Եͣ��ʑ�������s�ٶȴ��10%�}ˮ��Һ��������ˮ��ԓ������������������������}ˮ���������п���ʹ�����_�ѣ��@����鮔������s��180�����ҕr���W���wѸ���D׃���R���w����^��ĽM���������¡���ˣ���������䵽ԓ�ضȅ^�͑���ȡ����ķ��������ڳ�ˮ�ض��y�����գ���{����������ˮ�еĹ�������ֹͣ�����ɳ�ˮ���䣨����������ã������⣬������ˮ�˄Ӳ����o����ԓ���չ����Ď��Π��Ҏ�t�\�ӡ��oֹ����s���|�����oֹ�Ĺ���������Ӳ�Ȳ��������������ʹ����׃��׃�������_�ѡ�ZzE��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
45��{�|�������Ӳ�ȑ�ԓ�_��HRC56~59,�����Ŀ��ܕ���һЩ�������ܵ���HRC48����Ȼ�f������δ�õ���ȫ��𣬽M���п��ܳ��F�����w�����F���w�M�����@�N�M��ͨ�^�ػ���Ȼ�����ڙC�w�У��_�����{�|��Ŀ�ġ�ZzE��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
45䓴���ĸߜػػ𣬼ӟ�ض�ͨ����560��~600�棬Ӳ��Ҫ���HRC22~34.����{�|��Ŀ���ǵõ��C�ϙCе���ܣ�����Ӳ�ȷ������^�������D����Ӳ��Ҫ��ģ���Ҫ���D��Ҫ���{���ػ�ضȣ��Ա��CӲ�ȡ�����Щ�S����Ҫ�ȸߣ�Ӳ��Ҫ��ߣ�����Щ�X݆�����I�۵��S���������{�|��߀Ҫ�M��㊡���ӹ���Ӳ��Ҫ��͵�Щ���P�ڻػ𱣜ؕr�g��ҕӲ��Ҫ�������С�������҂��J�飬�ػ���Ӳ��ȡ�Q�ڻػ�ضȣ��c�ػ�r�g�Pϵ������횻���һ�㹤���ػ𱣜ؕr�g����һ��С�r���ϡ�ZzE��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
 ZzE��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE ZzE��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
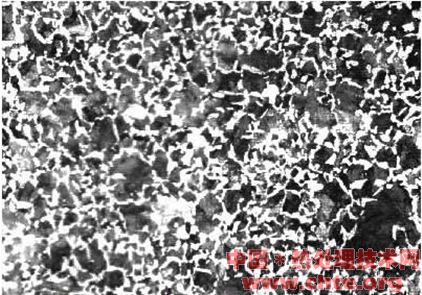
��W�Ŵ���100XZzE��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�D̖��45-01ZzE��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
���g����4%����ƾ�ZzE��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
���ϼ���B��45�ZzE��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
̎������������̎��ZzE��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�M�����f�������w�M����Ƭ������w�ӾW��K���F���w��������5~7�������e��4����ZzE��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
1/6 1 2 3 4 5 6 ��һ� β�
|



